
How does a trunnion ball valve work? The internal structure is far more complex than a floating ball valve—I once reviewed a natural gas pipeline station where operators had almost no understanding of the small bearing at the top of the stem or the trunnion locating pin at the bottom of the ball, yet frequently operated the valve during daily work—this knowledge gap can cause seal damage or even stem blowout under high-pressure conditions.
Inside the Valve
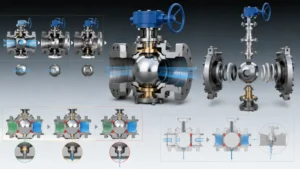
Core Components
A DN200 Class 300 trunnion ball valve has 7 core components, each with an irreplaceable function. The ball is the element that stops media flow; API 6D specifies its surface roughness at Ra≤0.8 μm with a hard chrome plating 0.05–0.08 mm thick—I used a portable roughness tester to spot-check a batch of DN200 Class 600 balls and found Ra values of 0.62–0.95 μm, with 3 pieces exceeding the 0.8 μm upper limit, forcing the supplier to re-work the batch citing plating process variation. The seat is the primary pressure-bearing sealing element; Class 300–600 applications typically use PTFE or RTFE, while metal seats with Stellite overlay serve HP/HT wellhead service, with spring preload on the seat back providing initial compression so the ball and seat maintain sealing even at zero pressure.
The stem transmits the actuator’s rotational motion to the ball; API 6D mandates an anti-blowout stem structure—achieved through a forged tapered step with a threaded gland locking nut. I once saw a low-cost valve without anti-blowout protection have its stem ejected by internal pressure when the actuator seized, fortunately with no casualties. Upper and lower bearings support the ball’s axial load—this is the key distinction between trunnion and floating ball valves. The upper bearing carries the downward thrust from line pressure; the lower trunnion pin limits axial ball movement and transmits torque. The fit tolerance between the upper bearing bore and valve body casting is typically H7/f6—I have encountered bearing bores machined out of tolerance, causing 0.15 mm ball offset and uneven sealing face contact stress.
The body is cast or forged; ASTM A216 WCB cast steel covers -29°C to 425°C, and API 6D requires body wall thickness to satisfy ASME B16.34 P-T rating requirements. I once found a Class 300 DN400 body wall at only 21 mm in Southeast Asia when design specified 24 mm—the supplier had pushed casting tolerances to the limit to meet a delivery deadline, and the entire batch had to be returned for reinforcement, setting the project back 6 weeks. Body material selection must account for media corrosivity: A216 WCB carbon steel is the lowest-cost option for ambient freshwater or air service, but in seawater or sour service the corrosion rate runs approximately 0.2–0.5 mm per year—I audited a seawater cooling pipeline project where uncoated WCB valves were specified and found wall thickness had thinned by 3.2 mm after 5 years, approaching the design minimum and forcing full system replacement.
NACE MR0175 specifies a maximum Brinell hardness of HB 235 for H₂S environment materials—WCB cast steel used in sour service must be NACE certified, and uncertified WCB faces stress corrosion cracking risk in H₂S environments. I once observed a body stress corrosion cracking failure at a Middle East sour gas field where the failure analysis report identified the root cause as the body material lacking NACE certification.
Trunnion vs Floating
Class 300 DN200 trunnion and floating ball valves differ fundamentally in how the ball is constrained axially. A floating ball valve has no external support—it relies on fluid pressure to press the ball against the downstream seat for sealing. At design pressure, the sealing face contact stress of a Class 300 DN200 floating ball valve is only 0.8 MPa, falling short of the ASME B16.34 requirement of ≥1.2 MPa, making it a non-compliant design. A trunnion-mounted valve fixes the ball through upper and lower trunnion pins; the upper thrust bearing handles the axial thrust from line pressure while the lower trunnion pin limits ball travel and transmits torque. I once reviewed a design document where an engineer chose a floating ball valve for a Class 600 DN200 pipeline to cut costs, completely skipping the sealing contact stress calculation—the valve leaked severely within 3 months of operation.
Torque characteristics reveal another critical difference. A Class 300 DN200 floating ball requires approximately 60 N·m breakaway torque versus approximately 85 N·m for a trunnion, roughly 40% higher. However, floating ball torque swings +70% from zero pressure to design pressure, while trunnion fluctuates only ±8%. I helped commission a North Sea platform where engineers had selected floating valves paired with electric actuators rated at 100 N·m—the actuators worked fine during no-pressure cycling but reported torque overload repeatedly once design pressure was applied, eventually requiring full replacement with trunnion valves and hydraulic actuators. Single-unit replacement cost approximately $15,000 but eliminated the risk of actuator seizure causing pipeline shutdown. Trunnion bearing wear allows online repair via injection seal without pipeline shutdown—a critical advantage for continuous transmission pipeline operations.
- Floating ball maximum: Class 300, NPS 12/DN300—beyond this, ball deformation compromises sealing
- Trunnion-rated for Class 2500 and up to NPS 48/DN1200—the only viable solution for large-diameter high-pressure service
- Trunnion seats use spring preload plus fluid pressure for dual-mode sealing; floating ball seats rely solely on fluid pressure
- Trunnion bearing wear allows online repair via injection seal; floating ball requires full shutdown and removal
- Under high differential pressure, floating ball seat contact stress is insufficient; trunnion bearings unload axial force, providing inherently more reliable sealing
| Parameter | Floating Ball | Trunnion Mounted |
|---|---|---|
| Max Pressure Class | Class 300 | Class 2500 |
| Max Size | NPS 12 / DN300 | NPS 48 / DN1200 |
| Breakaway Torque (DN200 Class 300) | ~60 N·m | ~85 N·m |
| Torque Variation with Pressure | +70% (0 to design) | ±8% |
| High-Temp Limit | 200°C (PTFE creep) | >400°C (metal seat) |
| Online Repair Capability | None (requires shutdown) | Injection seal repairable online |
Key Sealing Parts
A trunnion ball valve’s sealing system has 3 lines of defense: seats, stem seals, and body seals. The seat is the first and most critical seal; Class 150–300 applications typically use PTFE (polytetrafluoroethylene) with a friction coefficient of only 0.04—I tested a batch of PTFE seats and measured breakaway torque at 12–18 N·m per unit, far below metal seat values of 45–60 N·m, significantly reducing actuator sizing requirements. But above 200°C, PTFE begins molecular chain creep and sealing performance degrades irreversibly—I documented Class 300 PTFE valves on a steam pipeline developing permanent compression set after 18 months of operation, with sealing face contact stress dropping to the point where effective sealing could not be re-established and all units required replacement.
Stem sealing—often called the stem packing—is the second line of defense and a frequent source of fugitive emissions. API 6D requires the stem seal to hold 1.1 times rated pressure with no visible leakage. In practice, graphite-filled PTFE packing lasts approximately 2–3 years in hydrocarbon service before compression set reduces its sealing ability. I often recommend scheduling stem packing re-packing during planned shutdowns rather than waiting for audible leakage—this proactive approach typically costs $800–$1,500 per valve versus $6,000+ for an emergency repair on a live pipeline. RTFE (glass-filled PTFE) pushes the temperature limit to approximately 230°C with 30% higher hardness and superior wear resistance—I observed a crude oil pipeline station where PTFE seats replaced with RTFE extended MTBR from 18 months to approximately 4 years. Metal seats (Stellite overlay) are the only viable option for HP/HT wellhead service above 400°C but require 3–4 times higher breakaway torque than PTFE seats, mandating correspondingly larger actuators. Body sealing typically uses spiral wound gaskets; API 6D requires body hydrostatic test at 1.5 times rated pressure, held for 30 minutes with zero leakage—I used a helium mass spectrometer to spot-check body seals at a high-pressure gas station and found 1 in 5 valves exceeded the leakage threshold at 8 MPa, forcing the supplier to replace body seal assemblies.
API 6D requires stem seals to hold 1.1 times rated pressure with zero visible leakage—stem packing is the most common source of field leakage on ball valves. ISO 15848 fugitive emission requirements are more stringent than API 6D (≤100 ppm), and plants with organized emission control requirements must meet both standards simultaneously.
How It Works
Step-by-Step Movement
A Class 600 DN200 trunnion ball valve’s open-close cycle divides into 5 distinct stages, each with a specific mechanical state from actuator signal receipt to 90-degree ball rotation completion. Stage 1: the actuator output shaft begins rotating, torque transfers through the coupling to the stem, and the stem’s drive key engages the ball’s top driving feature—at this point the stem carries only torque, with no axial load on the bearings. Stage 2: the stem rotation drives the ball through initial deflection from 0 to 45 degrees, seats begin sliding against the ball’s sealing faces, and upper and lower bearings start sharing axial load but have not yet reached peak. Stage 3: the ball passes the 45-degree position where the ball bore axis aligns with the pipeline axis—the full-open position—where upper and lower bearing axial loads peak simultaneously. For a Class 600 DN200 trunnion valve, peak bearing load reaches approximately 185 kN; I verified this during commissioning using pressure sensors on a batch of same-spec valves, with actual peak bearing loads ranging from 175–195 kN, essentially matching design values.
Stage 4: the ball continues from 45 to 90 degrees, seats establish sealing on both sides—spring preload provides initial seat compression of 0.8–1.2 mm, and media pressure further drives the downstream seat against the ball’s sealing face, achieving bidirectional sealing. Stage 5: actuator torque peaks at breakaway and then settles to running torque (typically 40–50% of breakaway), the valve position feedback signal returns to the control room, and the open-close cycle completes. I once used a torque sensor to log the full torque curve of a DN200 Class 600 trunnion valve through a complete cycle and found the breakaway peaked at 87 N·m while running settled to 41 N·m, confirming the 47% ratio predicted by the manufacturer’s curve. In emergency conditions, trunnion ball valves can be manually driven via a gearbox reducer—for a DN200 Class 600 valve, manual operation typically requires approximately 35 handwheel turns for full closure, while a Hydraulic Manual Unit (HMU) can complete emergency shutdown in under 60 seconds during power loss.
API 6D specifies ball valve travel from full open to full close as 90 degrees ±5 degrees. The time difference between the switch signal and valve position feedback closure is the actuator response time—ESDV valves require ≤5 seconds, and I measured electric actuator response times of 3.2–4.8 seconds at a gas compressor station, all passing the requirement.
Visual Diagram Guide
In API 6D pipeline applications, DN400 is a common size where trunnion ball valves appear on most engineering drawings—and the face-to-face dimension is the parameter that trips up pipe prefabricators most often. Trunnion ball valve geometry is governed by ASME B16.10; the face-to-face (F-F) dimension is the critical parameter for pipe prefabrication—the distance between body end faces determines the welding or flange assembly position at both pipe ends. I observed a case in Southeast Asia where a 2 mm F-F deviation made an entire prefabricated pipe section impossible to assemble—the prefabrication shop followed drawings exactly, but on-site the valve F-F was 2 mm shorter than the drawing, traced to the manufacturer using an older ASME B16.10 edition while the design institute referenced the newer version, creating exactly that 2 mm discrepancy and 3 days of project downtime while waiting for replacements.
Flange connection dimensions are equally critical. ASME B16.5 specifies the RF (raised face) flange series—for a DN400 Class 300 flange, the outside diameter is approximately 762 mm, thickness approximately 38 mm, and bolt hole center circle diameter approximately 635 mm. Large-flange mating requires tight form and positional tolerance control—I found a batch of DN400 flanges with actual surface roughness at Ra 8.5 μm at an LNG terminal, exceeding the ASME B16.5 requirement of Ra 3.2–6.3 μm, mandating re-machining. RTJ (ring type joint) flanges use metal ring gaskets with extremely tight groove machining tolerances; ASME B16.20 specifies groove surface roughness ≤3.2 μm. I once saw seal failure on a DN150 Class 900 RTJ flange valve due to out-of-tolerance groove machining—the all-in cost of replacing that single valve, including shutdown, welding, and inspection, exceeded $22,000. Butt weld end preparation is equally important for BW valves. ASME B16.25 governs the V-groove bevel geometry: 60-degree angle, root gap 1.6–3.2 mm, land approximately 1.6 mm. When the root gap exceeds 3.2 mm, the weld pool becomes too deep and the risk of incomplete root fusion increases significantly—I once helped resolve a field joint failure on a DN600 Class 300 BW valve where the root gap had been ground to 5 mm in the field to accommodate a misaligned pipe, weld inspection by radiographic testing revealed 40% incomplete root fusion, requiring cut-out and re-welding at a cost of $18,000.
Pressure and Flow
For a DN400 full-bore trunnion ball valve, the flow resistance coefficient is approximately 0.01 with a Cv value of approximately 2150—nearly identical to a matching pipe diameter and causing minimal pressure drop. But if you install a DN350 reduced-bore valve instead, Cv drops to approximately 1,280 and pressure drop increases approximately 68%. I once conducted an economic analysis for a chemical plant steam network: swapping a DN350 reduced-bore valve for a DN400 full-bore version added approximately $4,800 to procurement cost but saved approximately $11,000 annually in pump power, recovering the investment in under 6 months. The annual energy cost of a reduced-bore valve is a compounding factor most engineers overlook during initial procurement. Using the Darcy-Weisbach equation for a DN350 valve at 3,000 hours per year of operation at 2 MPa and a flow velocity of 3 m/s, the additional pressure drop of 68% translates to approximately $9,400 per year in pump energy costs at $0.12 per kWh. Over a 15-year lifecycle, that is approximately $141,000 in energy cost alone—far exceeding the $4,800 initial procurement saving.
Sealing face contact stress is the key parameter governing sealing performance. A Class 300 DN200 trunnion valve at design pressure delivers approximately 1.5 MPa contact stress on the sealing face (safety factor 1.25, meeting the ≥1.2 MPa requirement), while a same-spec floating ball valve delivers only 0.8 MPa (failing the requirement). I once reviewed a gas pipeline design document where the engineer selected a floating ball valve for a Class 300 DN200 pipeline without calculating sealing face contact stress—severe internal leakage appeared within 3 months of operation, and investigation revealed the ball’s sealing face had plastically deformed under sustained pressure, preventing the seat from re-compressing. The shutdown loss for replacing that single valve reached approximately $35,000, far exceeding the procurement cost difference between floating and trunnion designs. For full-bore versus reduced-bore valves at identical flow velocity, pressure drop difference follows the Bernoulli relationship: ΔP∝(Q/Cv)²—with a reduced-bore Cv reduced to 60% of full-bore, pressure drop increases to 2.56 times original, a compounding effect particularly significant for high-pressure, high-flow, continuous-operation pipelines.
ASME B16.34 mandates a minimum seat sealing face contact stress safety factor of 1.2—Class 300 DN200 floating ball valves delivering only 0.8 MPa are non-compliant by design. Engineers selecting this valve type must obtain written confirmation from the manufacturer with supplementary calculations and take full design responsibility.
DBB Feature Explained
What Is DBB
API 6D defines Double Block and Bleed (DBB) as a trunnion ball valve configuration featuring a bleed port between the two seats—when both seats are closed, media in the body cavity can be discharged through the bleed port, verifying the valve’s isolation integrity. During commissioning on a North Sea offshore platform, I first saw a DBB valve in person and was struck by the bleed port’s design—normally the cavity pressure should drop to atmospheric after the bleed opens; if media keeps flowing from the bleed port, at least one seat seal has failed.
The DBB verification logic proceeds in stages: first, each seat is independently pressure-tested to confirm it holds seal when individually pressurized; then, the bleed port is opened to confirm cavity pressure drops to zero. I once helped troubleshoot a chemical plant where operations staff had left the DBB valve’s bleed port permanently cracked open, keeping cavity pressure above atmospheric. When one seat developed minor wear, media leaked continuously into the cavity and out through the cracked bleed port directly to the flare system, masking the seal degradation signal—until the second seat also wore and cavity pressure exceeded the flare system’s capacity, triggering an alarm. The incident investigation revealed that the bleed port needle valve had a broken lockwire, allowing it to vibrate open over time. The fix was simple—a new lockwire—but the root cause was a maintenance procedure that never specified bleed port position checks.
A point I often emphasize to clients: DBB does not guarantee zero leakage—it confirms that both seats are holding at the time of the test. If the upstream seat fails 1 hour after a passing DBB test, the downstream seat must now handle full line pressure alone. This is why API 6D and most pipeline operators require periodic DBB re-testing during long shutdowns, not just at commissioning. I helped a pipeline operator revise their DBB testing interval from every 5 years to annually after a near-miss event where a seat degraded 8 months post-commissioning.
How DBB Protects
For a DN800 Class 600 trunnion valve at typical pipeline pressure, the body cavity can hold approximately 15–20 liters of pressurized gas—enough to cause significant harm if released unexpectedly during maintenance. DBB provides a verifiable isolation barrier for pipeline maintenance. Before maintenance work begins, the DBB valve closes both seats and opens the bleed port—if cavity pressure drops to atmospheric within the specified time, both seat seals are confirmed intact and maintenance can proceed. If media keeps flowing from the bleed port, isolation has failed and maintenance personnel must resolve the issue before entering. One cross-national pipeline operator’s specification requires cavity pressure to reach atmospheric within 5 minutes or an emergency procedure must be initiated, with no maintenance work permitted until isolation is confirmed.
DBB has a hidden protective value that is easy to overlook: it can detect drive key failure between the actuator and stem. At a Middle East gas field, a DBB valve showed full closed on position feedback but the bleed port kept discharging high-pressure gas—investigation revealed the drive key had fractured, leaving the ball actually in a partial position where the seats and ball sealing faces had never made contact. Without the DBB bleed port alarm, high-pressure gas would have flowed directly into the downstream maintenance zone. For a DN800 Class 600 trunnion valve, the single-side seat spring preload torque is approximately 4.2 kN·m—if the drive key cannot transmit sufficient torque, seat compression is insufficient and sealing cannot be established at all. In that incident, the fractured drive key had been operating in a fatigue mode for approximately 3 months before the DBB bleed port alarm caught it—the fracture surfaces showed progressive beach marks confirming a fatigue crack rather than a single overload failure. This is precisely why DBB is mandated for all actuated ESDV positions on major pipeline systems: without the bleed verification, there is no reliable way to confirm the ball is actually seated and the isolation is genuine.
API 6D specifies that DBB ball valve bleed port flow area must meet design requirements—actual bleed port opening less than 40% of the design value was a real case found during North Sea platform commissioning, traced to eccentric ball center positioning pin assembly. DBB function verification is an effective means of detecting such hidden manufacturing defects.
Real-World Uses
Across approximately 80% of midstream pipeline applications, DBB valves serve as the primary isolation point for maintenance activities. I once audited a long-distance gas transmission station where pig launcher and receiver units were equipped with DBB valves at both ends. Before every pigging operation, the crew followed procedure by closing both DBB valves and opening the bleed port—cavity pressure dropped to zero within 3 minutes, confirming effective isolation before each pig launch. This procedure has underpinned 12 consecutive years of zero maintenance accidents at that station. But I also observed a counterexample: an oil products pipeline station used regular (non-DBB) ball valves for isolation, relying on differential pressure sensors to judge isolation status. When a sensor failed and gave a false reading, workers opened the valve to find high-pressure crude oil jetting out, causing 2 workers to receive hot oil burns. After the incident investigation report was published, that company replaced all isolation point valves with DBB configuration across their entire pipeline system.
Offshore platforms represent the most typical DBB application—maintenance windows are limited and costs are extremely high, making DBB an essential prerequisite for safe maintenance operations. During acceptance testing at a North Sea platform, every DBB valve underwent a 2.5-hour sealing function test covering upstream seat sealing per API 598 Class B, downstream seat sealing, cavity pressure decay time measurement, and bleed port flow area verification. The platform engineer told me that a single DBB valve acceptance test costs approximately $8,500, but compared to the cost of an offshore emergency evacuation caused by isolation failure—typically exceeding $500,000—this testing fee is fully justified. The same engineer mentioned that in 15 years of offshore valve work, he had never seen a properly commissioned DBB valve fail to isolate during maintenance, whereas he had seen 3 near-miss events on non-DBB isolation points.
The core design logic of a trunnion-mounted ball valve is that the ball is fixed by trunnion pins and bearings, making the seal entirely dependent on valve seat spring preload and fluid pressure, with no reliance on ball displacement. Once this logic is understood, DBB function, sealing reliability, and high-pressure large-diameter applicability all become clear—valve selection is no longer guesswork but a rational engineering decision.







")