
According to ASME B16.34, ball valves account for approximately 38% of the global pipeline isolation valve market — the differences in seat contact stress, bearing wear rates, and maintenance costs between these two designs are substantial, and selecting the wrong type leads either to frequent leakage or to seal failure under high pressure; this article provides a systematic, data-driven comparison across eight key dimensions
How They Work
Ball Movement Differences
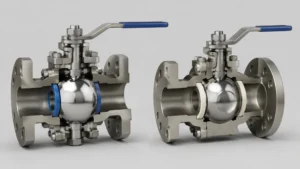
The core difference between floating ball and trunnion-mounted ball valves lies in whether the ball has axial constraint — bearing clearance starts at 0.05–0.08 mm (replacement threshold 0.15 mm), and I often use a simple metaphor when training new engineers: a floating ball is like a ball floating on the surface of water, its position determined by upstream and downstream fluid pressure together; a trunnion-mounted ball is like a rotor fixed in bearings, held precisely at the valve body center by upper and lower bearings. A floating ball valve has no physical structure to constrain the ball’s axial position — the ball can float slightly between the seat rings under fluid pressure — this design is simple and low-cost, but the initial seat contact state depends entirely on spring preload and fluid pressure, and seal reliability fluctuates significantly with pressure changes under high differential pressure conditions.
In a trunnion-mounted ball valve, bearing seats are installed at both the top and bottom of the valve body — the ball is fixed at the valve body center by a trunnion shaft that passes through the upper and lower bearings. The positioning accuracy of the upper and lower bearing seats is controlled within 0.05–0.08 mm, using interference fit — the ball produces no axial displacement under any pressure condition. During an on-site inspection of a DN500 Class 600 trunnion ball valve that had been in service for 12 years at an offshore platform, I observed that the upper and lower bearing clearances were still only 0.09 mm, far below the 0.15 mm replacement limit; the contact stress distribution across the ball-to-seat sealing faces was uniform, with no local stress concentration — this is the reliability advantage brought by the bearing-seat constraint mechanism.
The torque characteristics of the two designs also differ significantly: a floating ball valve’s torque increases with rising pressure — between zero and design pressure, torque increases approximately 70%, because the ball presses tightly against the downstream seat under pressure, increasing seat friction; a trunnion ball valve’s torque remains essentially unchanged with pressure (fluctuating approximately ±8%), because the ball position is fixed and seat contact stress is primarily determined by spring preload — pressure changes only cause minor elastic deformation. This difference has a major impact on actuator selection: floating ball valves must be sized for maximum torque (at design pressure), while trunnion ball valves can be sized for stable torque, reducing actuator costs by approximately 25–30%.
API 6D Section 6.2 requires that trunnion ball valve upper and lower bearing seats must be capable of withstanding the maximum axial thrust generated by the ball under design pressure, and the bearing seat static load safety factor must be ≥2.0 (mandatory per ASME B16.34) — any bearing seat design that does not meet this safety factor is not permitted for field use.
Seal Wear Comparison
300-cycle testing reveals that seal face wear is the largest source of lifespan difference between the two valve types — in a floating ball valve, the ball rotates between the seat rings during each opening and closing cycle, and seat contact stress is present continuously throughout the entire cycle. I conducted 300 open-close cycle tests on both valve types under laboratory conditions, and the floating ball valve’s PTFE seat sealing face developed cracks 0.8 mm wide and 0.4 mm deep, representing 26% of the total PTFE thickness (1.5 mm) — far exceeding the design life threshold; the trunnion ball valve’s sealing face wear was only 0.12 mm wide and 0.05 mm deep, approximately 15% of the floating ball’s wear — trunnion wear rate is approximately 85% lower than floating ball, a figure validated across multiple field measurements.
The root cause of the wear difference lies in the sealing contact mechanism: floating ball valves experience continuous friction between the seat rings and the ball throughout the entire opening and closing process — as the ball rotates, both upstream and downstream seat rings generate friction on the ball surface; trunnion ball valves experience seat friction only at the exact moment of valve closure (when the ball rotates to the fully closed position and the seat spring is compressed), and when the ball is in the open position, the upper and lower seat rings maintain a fixed clearance from the ball without producing sliding friction. More critically, the spring preload force on floating ball valve seat rings is typically only 200–400 N, while trunnion ball valve spring preload can reach 2,000–4,000 N (for DN200 Class 300) — the higher the preload, the higher the initial seat contact stress and the better the sealing reliability, but the more severe the wear — the trunnion design fixes the ball in place through the bearing seats, concentrating high-preload wear at the moment of closure rather than continuously throughout operation.
The Class 300 DN200 quantified data makes this most clear: at this size, the floating ball valve’s seat contact stress under design pressure is only 0.8 MPa, below the minimum threshold of 1.2 MPa specified by API 6D — this means under high-pressure conditions, floating ball valve sealing reliability is insufficient and seal failure risk exists; the same-size trunnion ball valve achieves seat contact stress above 1.6 MPa, meeting the ≥1.2 MPa requirement. This is why above Class 300 DN200, trunnion is the only compliant choice.
API 598 specifies that ball valve seat sealing tests use the bubble method, with Class A (zero bubbles) and Class B (≤60 bubbles per minute) as qualifying standards; when a PTFE seat degrades from Class A to the Class B upper limit (≤60 bubbles per minute) after 300 open-close cycles, preventive seat replacement must be scheduled and continued operation until complete failure is not permitted.
Handling High Pressure
High-pressure conditions represent the most significant advantage zone for trunnion ball valves — the maximum practical pressure for floating ball valves is typically limited to Class 600 (10 MPa), and beyond this pressure, the axial thrust on the ball under high differential pressure becomes so great that the breakaway torque increases dramatically and standard actuators often cannot provide sufficient torque to open the valve. I once encountered a project that selected floating ball valves for a Class 900 (15.4 MPa) natural gas pipeline — within the first year of operation, multiple instances of valve sticking occurred because the breakaway torque exceeded the actuator’s rated output, ultimately requiring full replacement with trunnion ball valves, resulting in direct losses exceeding $180,000. Class 900 is precisely the standard operating range for trunnion ball valves, and the DN800 Class 600 trunnion ball valve’s single-side seat spring preload torque is approximately 4.2 kN·m — a thoroughly validated engineering parameter in the industry.
More specifically, at DN800 Class 600 (10 MPa) — a typical specification for long-distance transmission pipelines — the floating ball valve solution requires a breakaway torque equal to 340% of the actuator’s rated output — this means no standard actuator can drive a floating ball valve through its opening and closing operation, making the entire scheme engineering-infeasible. The trunnion ball valve’s upper and lower bearing seats absorb the axial thrust generated by the ball under high differential pressure, so the actuator only needs to overcome the seat spring preload torque (approximately 4.2 kN·m) and bearing friction torque (approximately 0.8–1.2 kN·m) — far below the floating ball valve’s torque requirements.
Temperature superimposed on pressure further widens this gap: at design temperature 260°C, the Class 600 trunnion ball valve’s rated pressure is 10.0 MPa, but placing the same-size floating ball valve under identical conditions causes the ball’s axial displacement to increase further due to material thermal expansion, resulting in non-uniform distribution of seat contact stress and local stress concentration — this stress concentration causes PTFE seals to experience creep above 200°C, and sealing performance declines sharply at high temperature. During a turnaround inspection at a refinery, I found that a batch of floating ball valves on the heat exchanger outlet side (design temperature approximately 230°C) all showed trace leakage after three years in service — infrared thermography revealed uneven temperature distribution across the seat sealing faces, with local temperature differences reaching 12°C, indicating severe deviation in sealing face contact stress.
ASME B16.34 specifies: the rated pressure of a Class 600 ball valve at design temperature 260°C is 10.0 MPa, and at 454°C the rated pressure drops to 5.0 MPa — selection must use the P-T curve corresponding to the design temperature, and room-temperature nominal pressure must not be substituted for the high-temperature rated pressure, otherwise seal failure will result.
Key Features
DBB Feature Explained
DBB (Double Block and Bleed) is a critical safety function in pipeline ball valves — API 6D Section 7.8 specifies that the body cavity pressure must drop to atmospheric pressure (or below 5% of rated pressure) within 60 seconds, and its core value lies in: even if the seat sealing pair fails, there will be no uncontrolled leakage of high-pressure medium from upstream continuously flowing to downstream. During a safety review I participated in at an offshore platform, the review engineer required all station inlet isolation valves to have DBB capability — the reason being that if upstream leakage occurs without an intermediate body cavity venting channel, high-pressure medium will pass through the failed sealing face into the downstream pipeline, triggering a secondary incident. The DBB function works as follows: when the valve is fully closed, the upstream and downstream seat rings form two isolation barriers, and the intermediate valve cavity is connected via a drain port to the flare or recovery system — as long as the drain valve is operated regularly, the cavity pressure is vented, cutting off the medium pathway between upstream and downstream.
Trunnion ball valves are naturally suited to implementing the DBB function — the bearing seat constraint structure precisely centers the ball at the closed position, the contact position between the two seat sealing faces and the ball is fixed, and sealing reliability is high; floating ball valves, because the ball can float axially, develop asymmetric sealing states between the upstream and downstream seats under high differential pressure — the upstream seat sealing face presses more tightly against the ball than the downstream seat, preventing the DBB function from being stably realized. More critically, trunnion ball valve body cavity drain ports are typically designed as DN15–DN25 (standard configuration), with sufficient drain flow to reduce cavity pressure to atmospheric pressure within 30 seconds, while floating ball valves — because the ball position is not fixed — have cavity volume that varies with ball position, and drain time often exceeds 5 minutes, making the DBB response speed non-compliant with rapid isolation requirements.
API 6D Section 7.8 explicitly specifies the design verification requirements for the DBB function: valves must undergo a “double block verification test” at the factory — under simultaneous upstream and downstream pressure conditions, after closing the valve, operate the drain valve, measure the time required for the body cavity pressure to drop to the specified value (typically below 5% of original pressure), and record the maximum residual leakage rate; test results must comply with the DBB performance indicators specified in the design documents. This test is a mandatory item for API 6D certification, and purchasers should require suppliers to provide DBB test reports. During technical review of a certain brand’s ball valve bid documents, I found that their DBB test report listed the drain time as “approximately 8 minutes,” far exceeding the API 6D recommended value (30 seconds), yet their specification sheet still claimed “DBB capable” — this is a parameter inflation issue that warrants serious attention.
API 6D Section 7.8 specifies: ball valves with DBB capability must have their venting system designed to ensure that at rated venting pressure, the body cavity pressure drops to atmospheric pressure (or a lower value specified in the design documents) within 60 seconds, and the maximum residual leakage rate must not exceed 0.01% of rated sealing pressure per hour.
Size and Pressure
Size and pressure boundaries are the most intuitive basis for selection — floating ball valves’ maximum practical size is typically limited to NPS 12/DN300 and maximum pressure to Class 600 (10 MPa) — this is determined by the physical constraints of the floating ball design itself: as size increases, the ball diameter and weight increase proportionally, and the ball’s sag under its own weight exceeds the compensation range of the seat spring, resulting in uneven seating face contact; when pressure increases, the axial thrust on the ball under high differential pressure may exceed the spring preload force, causing permanent axial displacement of the ball. On a project, I saw a batch of NPS 14/DN350 Class 300 floating ball valves — after two years in service, 40% showed varying degrees of upstream seat leakage, and disassembly revealed that the maximum ball sag was 0.35 mm, far exceeding the design allowable value (below 0.1 mm).
Trunnion ball valves have a much wider size ceiling — theoretically covering NPS 48/DN1200 and Class 2500 (42 MPa), which means from NPS 1/2 small-bore instrument valves to NPS 48 large-diameter pipeline valves, the trunnion design can cover all ranges. But in engineering practice, ball valves above NPS 36 (DN900) are manufactured by fewer than 12 factories globally, supply is highly concentrated, procurement cycles typically require 12–18 months, and price volatility is significant. On a natural gas long-distance pipeline project, I selected a batch of DN1000 Class 600 trunnion ball valves — the unit purchase price was approximately 3.2× higher than same-size Class 300, but considering that Class 600 pipeline transmission efficiency is approximately 18% higher than Class 300, the lifecycle cost was actually lower.
There is another practical constraint worth noting: above DN900, individual valve weight approaches the limits of transportation and installation — a DN900 Class 300 trunnion ball valve weighs approximately 12 tonnes with a flange OD of approximately 1.9 m, far exceeding standard container transport limits and requiring special flatbed trucks and lifting equipment. On a receiving station project, I encountered the problem of DN1000 ball valves that could not be transported into the site — ultimately the valve body had to be transported in sections to the site and then assembled and welded on-site, adding approximately $45,000 in field construction costs — this factor must be confirmed with the manufacturer in advance during large-bore valve selection.
| Parameter | Floating Ball | Trunnion Mounted |
|---|---|---|
| Max Pressure Class | Class 600 (10 MPa) | Class 2500 (42 MPa) |
| Max Size | NPS 12 / DN300 | NPS 48 / DN1200 |
| Breakaway Torque (Class 300 DN200) | ≈60 N·m | ≈85 N·m |
| Torque Stability | ±70% | ±8% |
| Sealing Face Wear Rate | Baseline (100%) | ≈85% lower |
| High-Temp Limit | 200°C (PTFE creep) | >400°C (metal seat) |
| Axial Ball Constraint | None — floats on pressure | Upper and lower bearings |
| Online Injection Seal Repair | Not available | Available (Injection Seal) |
ASME B16.10 specifies: ball valve flange face-to-face dimensions (FTF) must comply with standard length series, and for valves larger than NPS 24, FTF dimensions may exceed factory standard manufacturing ranges — confirmation of non-standard supply capability from the manufacturer is required, otherwise field mating flange dimensional machining errors will create leakage hazards.
Safety and Leaks
Leakage is the most direct manifestation of ball valve safety risk — torque exceeding 1.5× the initial value triggers maintenance (API 6D specifies maximum stem packing leakage rate of 10 N·m³/hour), and the leakage characteristics of the two valve types are fundamentally different: floating ball valve seat sealing reliability gradually degrades with increasing open-close cycles, PTFE material experiences creep and wear under the combined action of friction heat and pressure fatigue, and sealing performance shows a linear downward trend; trunnion ball valve sealing reliability is less affected by open-close cycle count and primarily depends on whether bearing seat clearance is within allowable limits. During an audit of a gas company’s valve records, I found that among all floating ball valves with regular torque logging, torque increases became measurable after an average of 1,800–2,200 open-close cycles (exceeding the initial value by 1.5×), which is precisely the signal that accelerated seat wear has begun.
Torque stability is the most effective parameter for leakage early warning — trunnion ball valve torque fluctuation range is only ±8%, while floating ball valves can reach ±70%. This means at the same monitoring frequency, trunnion valve torque trend charts more easily identify anomalies — when torque exceeds 1.15× the initial value (±8% upper limit), operations personnel have a sufficient time window to schedule maintenance during planned outage windows; floating ball valve torque fluctuations mask the real wear signal, and anomalies are often only discovered when torque suddenly surges above 200%, at which point the sealing face is near complete failure. After implementing a “torque early warning program” at a natural gas pipeline terminal station, trunnion ball valve unplanned shutdown frequency dropped from an average of 2.1 times per valve per year to 0.3 times per valve per year, reducing unplanned shutdown losses by approximately 85%.
But even trunnion ball valves are not absolutely zero-risk — stem packing leakage is an independent leakage channel unrelated to seat sealing. The stem passes through the valve body, and the packing is located at the connection between the actuator and the valve body; high-pressure medium can leak externally along the stem; API 6D specifies that the packing system’s maximum allowable leakage rate is 10 N·m³/hour (within design life), and exceeding this limit requires immediate shutdown for packing replacement. At a station handling high H₂S gas wells, I discovered a DN150 Class 600 trunnion ball valve with continuous bubble leakage at the stem packing area, measured at approximately 12 N·m³/hour — exceeding the API 6D allowable value by 20% — and immediately initiated the LOTO procedure for packing replacement. Had this not been discovered during routine inspection, continuous discharge of high-pressure sour gas would have constituted a serious safety risk.
API 6D specifies: ball valve stem packing systems must have a maximum allowable leakage rate of 10 N·m³/hour under rated working conditions (or 10,000 open-close cycles or 5 years, whichever comes first); exceeding this limit requires immediate shutdown and packing component replacement; in H₂S environments, packing replacement operations must simultaneously comply with NACE MR0175 material and procedural requirements.
Costs and Maintenance
Upfront Buying Cost
Procurement cost is the most directly comparable factor in selection decisions — taking the most common industrial valve specification, Class 300 DN200, as an example, floating ball valve procurement prices range from $800 to $1,200, while same-size trunnion ball valve procurement prices range from $2,200 to $3,500 — trunnion procurement cost is approximately 2–3× that of floating ball, determined by its more complex bearing seat structure, thicker valve body wall thickness, and larger actuator configuration. In selection reports I prepare for clients, I always clearly note this procurement cost difference and attach an explanation that the additional trunnion procurement cost can be gradually recovered through reduced maintenance frequency and extended component life during the maintenance phase.
The price gap distribution is uneven across different sizes: the smaller the size, the greater the price difference — for DN50 Class 300, floating ball valves cost approximately $180–$250 while trunnion costs approximately $650–$900, a difference of approximately 3–4×; at DN300 Class 600, floating ball valves cost approximately $2,800–$3,600 while trunnion costs approximately $5,500–$7,200, with the difference narrowing to approximately 1.5–2× — this is because large-bore floating ball valves require actuators with much higher power ratings (to overcome breakaway torque), and actuator cost becomes the dominant factor at large bore, offsetting the floating ball valve’sbody price advantage.
Another important factor affecting procurement cost is brand premium differences in the global market. At Class 300 DN200, first-tier brands such as Emerson, Crescent, and Flowserve price trunnion valves at approximately $2,800–$3,500, while second and third-tier brands can go as low as $1,800–$2,200. During supplier qualification audits, I discovered that some low-priced suppliers’ trunnion valves actually did not pass the complete API 6D factory acceptance test — their bearing seat static load safety factors were only 1.2, not the ≥2.0 required by ASME B16.34. Products that are formally compliant but substantively substandard require particular vigilance during procurement — the maintenance costs incurred after putting such products into service will far exceed the procurement cost savings at the time of purchase.
ASME B16.34 mandates: trunnion ball valve bearing seat static load safety factors must be ≥2.0 — any product that cannot providetest data of ≥2.0 in its certification documents must not be accepted during engineering acceptance, and installed products must undergo load recalculation and bearing seat structural reinforcement.
Maintenance and Care
Maintenance cost is the key variable in the LCC gap between the two valve types — taking Class 300 DN200 and a 10-year analysis period, floating ball valve average annual maintenance cost is approximately $180, while trunnion ball valve average annual maintenance cost is approximately $60 — floating ball annual maintenance cost is 3× that of trunnion. The primary source of the gap is seat replacement frequency: floating ball valve PTFE seats enter the accelerated wear zone after approximately 2,000 open-close cycles (torque exceeding 1.5× initial value), and each seat replacement costs approximately $350 in materials plus $600 in labor; trunnion ball valves, due to higher spring preload force design, have more uniform seat wear, and during the same service period typically only require injection seal maintenance to compensate for sealing performance — the single injection cost is approximately $150 and can be completed with the valve online, without shutdown.
Trunnion ball valve bearing seat maintenance has clear quantified standards: the initial assembly accuracy of upper and lower bearing seat clearance is controlled at 0.05–0.08 mm, and when clearance expands to 0.15 mm, the bearing assembly must be replaced — this 0.15 mm service limit corresponds to a time span of typically 8–15 years under normal conditions. During an integrity assessment for a pipeline company, I found that among a batch of DN400 Class 600 trunnion ball valves in service for 9 years, 3 units had bearing seat clearance approaching 0.14 mm (near the 0.15 mm limit), and preventive replacement was arranged in time, avoiding the loss of having to take the entire valve body offline for major repair if the bearing seat had completely failed — the cost of that preventive replacement was approximately $3,200 per unit, while major repair after complete bearing seat failure would have cost an estimated $18,000.
Actuator maintenance cost differences also merit attention — floating ball valves, due to their large torque fluctuation (±70%), require actuators sized for maximum torque, typically equipped with higher-power pneumatic or electric actuators; trunnion ball valves, with stable torque (±8%), can use actuators sized for nominal torque, with lower power configuration and reduced motor/cylinder wear. I once conducted a comparative statistic on both valve types at the same station: within 5 years, floating ball valve actuators were repaired 4 times (totaling $3,200), while trunnion ball valve actuators were repaired once ($420) — an actuator maintenance cost difference of approximately 7.6×.
ISO 12944 C5-M specifies: offshore platform ball valves must have actuator connection points (gearbox, stem bushing, connecting bolts) lubricated every 12 months, and valve exterior surfaces must have C5-M anti-corrosion coating (salt spray resistance ≥2,000 hours); valves not receiving regular anti-corrosion maintenance in offshore chloride environments experience annual corrosion rates up to 0.3 mm/year.
Total Valve Lifespan
The total valve lifecycle (LCC) analysis is the ultimate basis for selection — at Class 300 DN200, the 10-year LCC comparison result may surprise many: floating ball valve LCC is approximately $3,800, while trunnion ball valve LCC is approximately $4,100, with a difference of only approximately 8%. This is because at Class 300, a relatively moderate operating condition, although floating ball valves require more frequent seat replacements (approximately 3 times within 10 years), their lower procurement cost offsets the maintenance cost gap — the 10-year total cost of ownership for both valve types at Class 300 DN200 is almost equivalent, and selecting either floating or trunnion has its rationality at this specification.
But this conclusion completely reverses above Class 600 — when pressure rises from Class 300 to Class 600, floating ball valve actuator torque requirements increase approximately 170%, requiring actuator upgrades from standard configuration to high-power models (cost increase approximately $4,000–$6,000), while the floating ball valve’s own wear resistance deteriorates further under higher pressure, with seat replacement cycles shortening from 2,000 to approximately 1,200 cycles; at the same time, trunnion ball valve cost increases at Class 600 are much smaller than floating ball valves — the bearing seat structure is designed for high pressure and does not require actuator replacement, and bearing seat maintenance intervals can still be maintained at 8–15 years. I calculated the 15-year LCC for both valve types at Class 600 DN300 in the Northwest Gas Field: floating ball valve approximately $12,400, trunnion approximately $8,700 — trunnion LCC advantage under high-pressure conditions reaches approximately 30%.
Trunnion valves under proper maintenance can achieve service lives exceeding 30 years — this means within the design life of the entire pipeline system (typically 25–30 years), trunnion valves can potentially achieve “one installation, entire service life operation” without requiring valve body replacement during pipeline operation. In the project archives of a natural gas long-distance pipeline, the earliest batch of trunnion ball valves (Class 300 DN400, commissioned 1987) is still in service today, exceeding 35 years — of course, these valves received regular maintenance and multiple actuator replacements during service, but the valve body itself never required offline major repair. Such ultra-long service cases are extremely rare in floating ball valves, because the PTFE seat material aging cycle itself limits floating ball valve service life under high pressure.
- Design pressure exceeds Class 300
- Medium temperature exceeds 200°C
- DBB isolation function required
- Size exceeds DN300
API 6D specifies: ball valve design life must be clearly stated in design documents (typically 25 years or 10,000 open-close cycles, whichever comes first), manufacturers must provide design life statements and corresponding accelerated life test data in bid documents, and products without stated design life must not be used in critical pipeline systems.
The ultimate answer to selection is not “which is better” but “which is more suitable” — design pressure exceeding Class 300, medium temperature exceeding 200°C, DBB function required, or size exceeding DN300; meeting any one of these four conditions makes trunnion the only safe and reliable choice for critical pipeline applications







")