
Carbon steel (WCB) is suitable for water and oil at temperatures from -29 to 425°C;
Stainless steel (316) resists strong acids and withstands high temperatures up to 600°C;
Duplex steel (2205) features a Pitting Resistance Equivalent Number (PREN) > 32, specializing in high-chloride environments.
Carbon Steel
WCB cast steel and A105 forged steel provide a minimum yield strength of 250 MPa in the temperature range of -29°C to 425°C.
In crude oil, natural gas, or industrial water pipelines, the material cost of carbon steel valve bodies is 30% to 40% of that of 316 stainless steel.
Under flange ratings ranging from Class 150 to Class 2500, carbon steel shells can withstand system pressures up to 414 bar.
To prevent rusting, the internal components of carbon steel ball valves are often treated with a 75-micron thick ENP (Electroless Nickel Plating), while the exterior is sprayed with an epoxy resin coating with a dry film thickness of no less than 200 microns.
Casting & Forging
The body forming processes for side-entry ball valves are divided into two major categories: casting and forging, with manufacturing standards based on ASME B16.34. When determining the forming route for the outer shell metal, manufacturers must calculate the matching degree between the valve’s Nominal Pipe Size (NPS) and pressure rating (Class).
The casting process involves injecting liquid metal heated above 1600°C into a sand mold or precision investment mold to cool and form. The wall thickness of ASTM A216 WCB carbon steel castings is typically increased by 10% to 15% compared to forgings of the same specification to compensate for potential internal micro-shrinkage or porosity defects.
The forging process utilizes a hydraulic press to apply tens of thousands of tons of mechanical pressure to a solid metal blank, causing plastic deformation within the die cavity. The internal grain structure of the metal forms a continuous streamline distribution along the valve body contour, and the mechanical density of ASTM A105 forged steel is approximately 8% higher than that of cast steel.
Nominal Pipe Size and pressure rating together define the economic watershed for the forming process. For high-pressure side-entry ball valves ranging from 2 inches to 10 inches with pressure ratings from Class 900 to Class 2500, industry standards mandate the use of multi-piece forged shells.
- For large ball valves with an NPS greater than 12 inches and a pressure rating below Class 600, the weight of a single-piece flanged valve body often exceeds 500 kilograms, and the material loss rate in the casting process is controlled to within 5%.
- High-pressure systems with a bore smaller than 8 inches utilize closed-die forging, where the forging blank utilization rate can reach 70%, eliminating internal porosity and enabling the valve to withstand working pressures up to 414 bar.
The ASME B16.34 standard specifies entirely different Non-Destructive Testing (NDT) acceptance levels for the outer shells produced by these two forming processes. The proportion of testing costs relative to the total manufacturing cost of the valve body fluctuates based on changes in diameter and material density.
| Forming Process | Primary NDT Methods | ASME Reference Standard | Defect Tolerance Data | Testing Cost Proportion |
|---|---|---|---|---|
| Sand Casting | Radiographic Testing (RT) + Magnetic Particle Testing (MT) | ASME BPVC Section V Article 2 | Allows Level 2 porosity, max diameter not exceeding 1.5 mm | 15% – 20% |
| Investment Casting | Penetrant Testing (PT) + Radiographic Testing (RT) | ASTM E446 | Allows trace shrinkage, surface roughness Ra 3.2 – 6.3 | 10% – 15% |
| Open-die Forging | Ultrasonic Testing (UT) | ASTM A388 | Zero volumetric defects, no equivalent reflection wave exceeding 2 mm allowed | 5% – 8% |
| Closed-die Forging | Ultrasonic Testing (UT) + Magnetic Particle Testing (MT) | ASME BPVC Section VIII | Zero cracks, surface flake detection rate must be controlled at 0% | 3% – 5% |
During radiographic testing of cast valve bodies, if sand inclusion defects with a cross-sectional area greater than 25 square millimeters are discovered in the center of the wall thickness, back gouging and repair welding are required. According to ASME BPVC Section IX, the Post-Weld Heat Treatment (PWHT) temperature must be maintained between 600 and 650°C, with the holding time calculated at 1 hour per inch of wall thickness.
Because forged valve bodies do not experience phase transformation stresses during liquid solidification, their fatigue life exhibits high consistency in cyclic opening tests. In -196°C Liquefied Natural Gas (LNG) pipelines, ASTM A350 LF2 forgings show a valve body deformation rate of less than 0.01 mm after 500,000 full differential pressure open-close cycles.
The setting of machining allowances is closely related to the dimensional accuracy of the original forming process. The tolerance range for castings is affected by the thermal expansion coefficient of the mold, usually executing according to the ISO 8062 CT10 grade, with a single-side machining allowance needing to reserve 6 to 10 millimeters.
The external dimensions of forgings are closer to the final drawing contour, with tolerances controlled within the ISO 8062 CT8 grade. When using Computer Numerical Control (CNC) machine tools to process the flange sealing surfaces of side-entry valves, the single-side cutting amount for forgings is only 3 to 5 millimeters, and the cutting tool wear rate is reduced by approximately 40% compared to machining castings containing sand cores.
Differences in the manufacturing cycle are subject to the dual constraints of mold development and material procurement. Sand mold preparation and pouring cooling for large-diameter wooden pattern casting typically consume 6 to 8 weeks. Standard-sized open-die forged round bars or rolled rings are available in stock at large steel mills, so cutting and rough machining only require 2 to 3 weeks.
The unit price of materials in project procurement lists fluctuates with the international bulk commodity market. When utilizing duplex stainless steel, the procurement cost per unit weight for forged materials is 45% to 60% higher than that of castings.
The upper limit for carbon content in ASTM A105 forgings per metallurgical specifications is set at 0.35%, and manganese content reaches up to 1.05%. The refined proportion of chemical elements, following a 900°C normalizing heat treatment, can produce a uniform pearlite and ferrite microstructure.
The phosphorus and sulfur impurity contents in ASTM A216 WCB cast steel are strictly limited to below 0.04% and 0.045%, respectively. When liquid metal solidifies in a sand mold, the cooling rate difference in the wall thickness transition area is 10 to 15°C per second, which easily generates residual thermal stress.
The stress-relief annealing process after forming is a prerequisite for ensuring the dimensional stability of side-entry ball valves during long-term service. The heating rate of cast steel valve bodies exceeding 50 millimeters in thickness in the annealing furnace must be controlled to within 200°C per hour.
In cryogenic environment tests at -46°C, the average Charpy V-notch impact absorbed energy of ASTM A350 LF2 forged specimens can reach 27 Joules. At the same temperature, the lower limit of impact absorbed energy for A352 LCC cast specimens is 20 Joules, rendering its fracture toughness slightly inferior to that of forgings.
The machining of flange bolt holes places extremely high demands on internal material continuity. Chips generated during the drilling of forged flanges present a continuous spiral shape, whereas the hole wall surface roughness in cast flanges with minor porosity defects often exceeds Ra 12.5 microns.
When pipeline design engineers formulate a Material Take-Off (MTO), they must comprehensively evaluate fluid pressure drop, pipeline vibration frequency, and the dead weight of the valve body. A 24-inch Class 300 side-entry ball valve utilizing A216 WCB cast steel has an assembled total weight of 3800 kilograms; if replaced with equal-strength A105 forged steel, the weight increases to 4600 kilograms.
Fastener Matching
ASME B16.34 defines the physical boundaries of the pressure shell. Side-entry ball valves employ a two-piece or three-piece split valve body. Physical connection relies on high-strength alloy studs and heavy hex nuts. A 12-inch valve body with a Class 600 rating requires 20 studs with a diameter of 1.125 inches to maintain a 10.3 MPa internal pressure seal.
The mechanical properties of the fasteners must remain synchronized with the thermal expansion coefficient of the carbon steel shell. ASTM A193 Grade B7 alloy steel studs are frequently paired with ASTM A194 Grade 2H carbon steel nuts. B7 studs are quenched and tempered at 620°C, achieving a minimum yield strength of 725 MPa.
The tensile strength of B7 material can reach 860 MPa. The Rockwell hardness of 2H nuts is maintained between 24 and 38 HRC. This hardness differential prevents thread galling during tightening processes with torques reaching up to 1500 Nm.
Thread specifications strictly adhere to the ASME B1.1 standard. Fasteners over 1 inch in diameter adopt the 8-UN series (8 threads per inch). Compared to UNC coarse threads, the 8-UN pitch provides a 15% larger tensile stress cross-sectional area.
- Thread tolerance classes utilize 2A (external threads) and 2B (internal threads).
- The thread profile angle is fixed at 60 degrees.
- Nut thickness is usually equal to the nominal diameter of the stud.
- Studs over 1.5 inches employ a hydraulic tensioner for preloading.
Low-temperature operating conditions below -29°C require altering the metallurgical formulation. ASTM A320 Grade L7 studs replace B7. The L7 alloy must pass a Charpy V-notch impact test at -46°C, absorbing at least 27 Joules of kinetic energy.
The corresponding nuts for L7 studs are swapped for ASTM A194 Grade 4 or Grade 7. The chromium and molybdenum contents of Grade 7 reach 1.0% and 0.2%, respectively. Adjusting the chemical composition prevents metal low-temperature embrittlement at temperatures dipping to -101°C.
Sour gas environments governed by the NACE MR0175/ISO 15156 specification enforce strict upper limits on hardness. B7M studs and 2HM nuts are utilized to resist Sulfide Stress Cracking (SSC).
- The maximum hardness of B7M studs is restricted to 22 HRC (235 HBW).
- The maximum hardness of 2HM nuts also cannot exceed 22 HRC.
- The minimum yield strength of B7M drops to 550 MPa.
- This combination is mandatory when the H2S partial pressure exceeds 0.05 psia.
- A 100% surface hardness test is required post-heat treatment.
The reduction in the yield strength of B7M compels engineers to recalculate the distribution area for flange bolts. An 8-inch Class 1500 valve that originally required 12 B7 studs must be increased to 16 B7M studs to achieve the equivalent 25.5 MPa specific sealing pressure.
Surface treatment processes prevent atmospheric corrosion and stabilize the friction coefficient. The hot-dip galvanizing process conforming to ASTM A153 deposits a zinc layer of at least 43 microns. In high-humidity offshore platforms, the zinc layer protects the steel substrate via a sacrificial anode effect.
Hot-dip galvanizing increases external thread dimensions. Nut internal threads require 0.4 mm of oversize tapping. The industry also widely utilizes Polytetrafluoroethylene (PTFE) coatings, with commercial designations such as Xylan 1014 or 1424.
The PTFE coating process involves a 15-micron zinc-nickel alloy primer and a 20-micron fluoropolymer topcoat. The dynamic friction coefficient plummets sharply to 0.06. Compared to bare steel, this extremely low friction coefficient reduces required tightening torque by 30%.
A PTFE-coated 1-inch B7 stud requires only 850 Nm of torque to reach the target bolt stress of 50,000 psi. Cadmium plating conforming to ASTM B766 provides excellent lubricity and corrosion resistance.
A 12-micron Type II Class 12 cadmium layer survives 96 hours without red rust in the ASTM B117 neutral salt spray test. However, EU environmental regulations restrict the industrial use of cadmium metal.
- Bare steel (coated with rust-preventive oil): 0.14 – 0.16
- Hot-dip galvanized (unlubricated): 0.25 – 0.30
- Polytetrafluoroethylene (PTFE): 0.06 – 0.08
- Cadmium plated (divalent chromate): 0.09 – 0.11
Zinc-nickel alloy plating (ASTM B841) serves as an alternative, offering 12% to 16% nickel content. The zinc-nickel coating can endure 500 hours in a salt spray test before white rust manifests.
During valve maintenance, spanning 5 to 10 disassembly and assembly cycles, the torque-tension relationship of the zinc-nickel coating remains constant. Flange face separation is one of the primary forms of pressure-bearing failure.
Belleville springs installed beneath the nuts are utilized to compensate for gasket relaxation in 400°C steam pipelines. Belleville springs meeting the DIN 2093 standard provide a dynamic loading force of 15 kN to 50 kN per bolt.
The compression stroke of the spring retains a 10% elastic recovery margin. When the flange gap expands by 0.05 millimeters during momentary pressure fluctuations, the Belleville springs rapidly release stored energy to maintain the clamping specific pressure of the sealing gasket.
Stainless Steel
Austenitic stainless steel (primarily the 304/316 series) relies on 18% chromium and 8-12% nickel to form an oxidative passivation film.
Side-entry ball valves frequently utilize F316 forgings or CF8M castings, containing 2.0% to 3.0% molybdenum internally, yielding a Pitting Resistance Equivalent Number (PREN) between 23 and 28.
Operating temperatures cover cryogenic environments down to -196°C up to the ASME B16.34 standard allowable upper limit of 816°C.
Ultra-low carbon grades featuring an “L” suffix possess a carbon content below 0.03%, directly mitigating the probability of intergranular corrosion in the weld Heat-Affected Zone (HAZ).
In water systems with chloride ion concentrations below 50 ppm and pH values ranging from 4.0-7.0, the stainless steel valve body exhibits long-term physicochemical stability.
Temperature & Pressure Derating
The ASME B16.34 specification defines the maximum allowable non-shock working pressure of metal valve bodies at varying operating temperatures. The pressure-temperature (P-T) ratings of austenitic stainless steels (such as material group 2.2’s A351 CF8M) exhibit a non-linear decreasing distribution. As the operating temperature rises from the 38°C (100°F) benchmark, the yield strength of the material diminishes, necessitating that the system proportionally downrate the pipeline’s operating pressure.
For a Class 150 316 stainless steel flanged side-entry ball valve, its rated pressure at 38°C is 1.9 MPa (275 psi). As fluid temperatures climb to 204°C (400°F), the maximum pressure the valve body can withstand drops to 1.34 MPa (194 psi). Upon hitting the maximum operating temperature of 816°C (1500°F) stipulated by ASME B16.34, the allowable pressure for this valve is a mere 0.13 MPa (20 psi).
For a Class 600 stainless steel ball valve, the rated pressure at a normal temperature of 38°C is 9.93 MPa (1440 psi). When temperatures ascend to 538°C (1000°F), allowable pressure decays to 4.9 MPa (710 psi). Pipeline design engineers read the allowable working pressure value for the corresponding temperature range on the P-T curve based on pipeline process temperatures.
The rating curves supplied by valve manufacturers include two envelopes: the valve body pressure upper limit and the valve seat sealing upper limit. Actual selection treats the lower-value envelope area following the intersection of both charts as the operating limit. High-temperature plastic deformation in non-metallic materials occurs prior to the yield point of the metal shell.
- The maximum working temperature upper limit for PTFE (Polytetrafluoroethylene) valve seats is 200°C.
- RPTFE (Reinforced Polytetrafluoroethylene) adds 15% glass fiber, boosting the pressure limit by 10%.
- Devlon V (a specialty nylon) is applicable for high-pressure conditions like Class 900, with a temperature upper limit of 121°C.
- PEEK (Polyetheretherketone) can withstand working temperatures up to 260°C alongside high pressure differentials.
- Kel-F (PCTFE) is employed in cryogenic conditions, plunging to a minimum of minus 196°C.
In fluid environments surpassing 425°C, carbon elements inside austenitic stainless steel migrate towards the grain boundaries. The ASME B31.3 process piping code necessitates the use of grades with a carbon content exceeding 0.04% in this temperature interval. Ordinary ultra-low carbon L-level grades will experience an accelerated creep deformation rate above 425°C. High-temperature tensile testing data for 316H material indicates it still sustains a yield strength of 130 MPa at 600°C.
The linear expansion coefficient of 316 stainless steel rests at 16.5 μm/(m·K) across the 20°C to 200°C spectrum. The two-piece or three-piece flanged joint faces of side-entry ball valves generate micron-level radial displacements under thermal cycling. ASTM A193 B8M Class 2 strain-hardened stainless steel bolts are frequently used to provide initial preloading force, boasting a room-temperature tensile strength of 860 MPa.
The side-entry ball valve encompasses a body joint (middle flange), and its gasket leakage rate under high pressure and temperature serves as the engineering verification point for the temperature derating curve. A flexible graphite spiral wound gasket combined with a 316L inner ring can sustain micro-leakage levels compliant with the API 622 standard. Under 500°C operating scenarios, the 316L inner ring relies on its inherent anti-oxidation properties to shield the internal graphite from being incinerated by the oxygen-rich environment inside the pipeline.
Austenitic stainless steel maintains a stable face-centered cubic lattice in cryogenic temperature ranges, thus generating no negative pressure derating. In liquid nitrogen media at minus 196°C, the tensile strength of CF8M castings under material group 2.2 surges from 485 MPa at room temperature to beyond 700 MPa. In such deep cold applications, a Class 300 valve can seamlessly run at a full-load operating pressure of 4.96 MPa (720 psi).
- Cryogenic carbon steels like LCC or LCB are viable for temperatures at and above minus 46°C (-50°F).
- Pipelines operating at minus 101°C (-150°F) require austenitic stainless steel and must be subjected to Charpy impact testing.
- At minus 196°C (-320°F), configuring an Extended Bonnet is compulsory to isolate the stuffing box above the vaporization zone.
- Cryogenic ball valves require a pressure relief hole approximately 3 mm in diameter drilled on the upstream side of the ball to thwart enclosed liquid vaporization and pressure buildup.
When factory hydrostatic testing is conducted on pipeline ball valves based on the API 6D standard, the shell test pressure is fixed at 1.5 times the rated working pressure at 38°C. For a Class 150 316 material ball valve, the hydrostatic test pressure is calibrated to 2.9 MPa (425 psi), which must be held steady for at least 2 minutes to monitor for external leakage. The valve seat high-pressure seal test is performed at 1.1 times the room-temperature rated pressure.
All room-temperature factory tests avoid simulating high-temperature conditions; allowable stresses at working temperatures solely depend on material mechanics derating coefficients calculated per ASME specifications.
- The shell hydrostatic test medium mandates a chloride ion content not exceeding 30 ppm to avert crevice corrosion within the valve cavity.
- Low-pressure gas tightness testing utilizes 0.55 MPa (80 psi) of dry compressed air or nitrogen.
- The temperature of the hydrostatic test liquid must be preserved between 5°C and 50°C to prevent condensation fogging from skewing visual judgment.
For a ball valve in the closed position, should the ambient temperature of the liquid medium enclosed within its middle cavity rise, each 1°C increase can induce tens of bars of internal liquid thermal expansion pressure buildup. A Single Piston Effect (SPE) valve seat equipped with self-relieving capabilities can automatically thrust open toward the upstream pipeline to depressurize once the differential pressure hits the 0.6 MPa to 1.3 MPa margin, protecting the valve body shell from exceeding its allowable operating stress limits.
The Pressure Equipment Directive (PED 2014/68/EU) certification for the European market frequently employs the EN 12516 standard system’s minimum shell wall thickness pressure-temperature calculation model. This algorithm permits the input of specific material yield strength Rp1.0 and tensile strength Rm, deducing the maximum allowable pressure for a given wall thickness at a specified working temperature through variables such as shell inner diameter, shape factors, and weld joint coefficients.

Grades & Composition
ASME B16.34 encompasses an array of pressure pipeline valve materials; the metal shells of side-entry ball valves principally conform to the ASTM A182 forging and ASTM A351 casting specifications. The physical attributes of these materials are rigorously dictated by the mass percentages of their alloying elements.
The internal grain size of F316 stainless steel yielded by the forging process generally achieves Level 5 or finer per the ASTM E112 specification, rendering a density superior to that of the casting process. Cast CF8M parts unavoidably develop minute shrinkage cavities during the cooling phase, necessitating inspection via Radiographic Testing (RT).
In accordance with the ASTM A351 specification, the chemical composition of austenitic stainless steel castings features explicit maximum limits and range parameters. The carbon element content notably shifts the valve body’s tolerance during welding thermal cycles, while silicon and manganese serve as deoxidizers and desulfurizers throughout the smelting workflow.
| ASTM Casting Grade | Carbon (C) Max | Chromium (Cr) | Nickel (Ni) | Molybdenum (Mo) | Silicon (Si) Max | Manganese (Mn) Max |
|---|---|---|---|---|---|---|
| CF8 (304) | 0.08% | 18.0-21.0% | 8.0-11.0% | – | 2.00% | 1.50% |
| CF3 (304L) | 0.03% | 17.0-21.0% | 8.0-12.0% | – | 2.00% | 1.50% |
| CF8M (316) | 0.08% | 18.0-21.0% | 9.0-12.0% | 2.0-3.0% | 1.50% | 1.50% |
| CF3M (316L) | 0.03% | 17.0-21.0% | 9.0-13.0% | 2.0-3.0% | 1.50% | 1.50% |
| CG8M (317) | 0.08% | 18.0-21.0% | 9.0-13.0% | 3.0-4.0% | 1.50% | 1.50% |
Chromium (Cr) represents the metal constituent supplying fundamental passivation film functions, and its mass fraction must be preserved above 17.0% to maintain standard anti-corrosion performance under normal conditions. Nickel (Ni) is tasked with stabilizing the face-centered cubic lattice structure, enabling 300-series stainless steels to retain an impact absorbed energy greater than 27 Joules at minus 196°C.
For molybdenum (Mo)-inclusive grades, injecting a 2.0% to 3.0% molybdenum dosage propels the Pitting Resistance Equivalent Number (PREN) metric from 18 to over 24. Within chemical pipelines, whenever the fluid features free chloride concentrations below 500 ppm, metal surfaces wielding a PREN higher than 24 successfully preserve their pristine, dense oxide film layers.
High-molybdenum grades such as CG8M (corresponding to 317 stainless steel) elevate the molybdenum content even further into the 3.0% to 4.0% bracket. Measured against the Cr + 3.3Mo + 16N model, its PREN score surpasses 28. In the bleaching segment of the pulp and paper industry, CG8M fends off localized pitting assaults generated by sodium hypochlorite and chlorine dioxide.
Ultra-low carbon grades CF3 and CF3M restrict carbon content steadfastly to under 0.03%. When valve flange ends entail on-site full penetration butt welding with pipes, the base material resides within the sensitization temperature zone of 425 to 815°C; here, an extremely low carbon tally retards the precipitation velocity of chromium carbides at grain boundaries.
When standard CF8M possessing a 0.08% carbon quota undergoes an identical welding thermal cycle, Cr23C6 precipitates form in the Heat-Affected Zone (HAZ). Chromium concentrations in the neighboring vicinity descend below the crucial 12% threshold to shape a chromium-depleted zone, rendering it exceptionally prone to instigate intergranular corrosion failures upon interfacing with nitric or polythionic acid media.
The microscopic incorporation of Titanium (Ti) and Niobium (Nb) elements engineers the stabilized stainless steel grade collection. The mass fraction of titanium woven into the 316Ti grade is generally more than 5 times the carbon content, peaking at 0.7%. Titanium’s affinity for carbon profoundly eclipses that of chromium, ensuring it preferentially spawns titanium carbide precipitates during smelting, thereby anchoring the chromium elements deep inside the metallic matrix.
The niobium-laden grade 347 (matching cast CF8C) brandishes tremendous anti-sensitization prowess in 800°C high-temperature pipelines. The niobium add-in is set somewhere between 10 times the carbon mass and 1.0%. Throughout refinery heater pipeline valve assignments regulated by the API 530 code, CF8C offers a substantially longer creep rupture lifespan than classic CF8.
- 316Ti is cataloged as 1.4571 inside the DIN EN 10222-5 specification.
- F347 forgings are standard staples in fluid catalytic cracking setups where temperatures transcend 540°C.
- 904L alloy houses 25% nickel paired with 4.5% molybdenum, boasting a PREN figure reaching 34.
- 254SMO super austenitic stainless steel infuses 6% molybdenum and 0.2% nitrogen.
Nitrogen (N) elements in austenitic stainless steel simultaneously deliver interstitial solid solution strengthening alongside heightened anti-pitting proficiency. Inside 254SMO (cast counterpart CK3MCuN), an inclusion of 0.18% to 0.22% nitrogen thrusts its ambient yield strength to 300 MPa, vastly eclipsing standard CF8M’s 205 MPa threshold.
The introduction of nitrogen additionally shifts the mechanical traits of dislocation slip inside the metal, diminishing microcrack nucleation probabilities across stress concentration spots. Guided by PREN computation models, a 0.2% hit of nitrogen can yield a 3.2 pitting equivalent increment. The absolute PREN of CK3MCuN bounds past 42, equipping it with full credentials for utilization within Seawater Reverse Osmosis (SWRO) high-pressure sectors tackling salinities hitting 35,000 ppm.
The structural layout of cast austenitic stainless steel (like CF8M) is never flawlessly pure austenite; it internally tolerates the presence of a 3% to 8% ferrite phase. Mirroring the WRC-1992 ferrite diagram, optimal ferrite portions amplify resistance to hot cracking during metal solidification, boosting the initial pass inspection compliance rate of final valve body castings.
| Special Stainless Steel Grade | Unified Numbering System (UNS) | Chromium (Cr) | Nickel (Ni) | Molybdenum (Mo) | Nitrogen (N) |
|---|---|---|---|---|---|
| Alloy 20 | N08020 | 19.0-21.0% | 32.0-38.0% | 2.0-3.0% | – |
| 904L | N08904 | 19.0-23.0% | 23.0-28.0% | 4.0-5.0% | – |
| 254SMO | S31254 | 19.5-20.5% | 17.5-18.5% | 6.0-6.5% | 0.18-0.22% |
| AL-6XN | N08367 | 20.0-22.0% | 23.5-25.5% | 6.0-7.0% | 0.18-0.25% |
Alloy 20 was formulated to manage hot sulfuric acid media at concentration brackets spanning 20% to 40%. Its chemical makeup encapsulates 32.0% to 38.0% nickel alongside minute traces of copper (3.0-4.0%) and niobium (8xC to 1.0%). The synergistic pairing of elevated nickel and copper aids it in sustaining a yearly corrosion rate beneath 0.1 mm/year amid boiling dilute sulfuric acid.
The addition of Copper (Cu) underneath specific environments recalibrates electrochemical reaction pathways upon material surfaces. Across 904L (UNS N08904) materials, a 1.0% to 2.0% copper ingredient safeguards stability inside phosphoric and acetic acid blended pipelines. 904L’s carbon ceiling is locked at 0.02%, further stifling intergranular corrosion probabilities spurred by welding.
Sulfur (S) and Phosphorus (P) face stringent suppression as detrimental impurity entities. Within the ASTM A182 F316 specification, the phosphorus ceiling hovers at 0.045%, while sulfur halts at 0.030%. Bulging sulfur levels forge manganese sulfide (MnS) non-metallic inclusions, which detach under fluid bombardment to sculpt miniature craters, turning into genesis points for pitting.
Free iron pollution is a commonplace physical artifact during machining workflows that shatters the compositional homogeneity of metal exteriors. Micron-scale iron filings left behind by carbon steel cutting tools while milling stainless steel valve bodies initiate galvanic battery reactions amidst damp air, churning out red rust. Enforcing the ASTM A380 standard, fully machined stainless steel parts must execute a pickling and passivation protocol employing a 20% volume concentration nitric acid solution to banish impurities.
Regarding free-machining stainless steels (such as 303 material) burdened with sulfur quotas above 0.15%, their cutting prowess is magnified by over 50%, ejecting chips as finely minced fragments. However, bloated sulfur payloads truncate its corrosion resistance longevity amid salt spray atmospheres by at least 40%; free-machining stocks are exclusively permitted for fabricating exterior drive stem nuts that eschew contact with corrosive media.
In hydrogen pipelines, the nickel equivalent (Nieq) of stainless steel functions as the mathematical parameter to barricade against hydrogen embrittlement breakdown. Modeled off the DeLong diagram, once CF8M’s nickel equivalent breaches 12 and its Ferrite Number (FN) drops under 5, the likelihood of high-pressure hydrogen molecules penetrating the metallic lattice and recombining into hydrogen gas pockets drops dramatically.
The structural composition of the metallic spring bracing the rear of the valve seat seal ring must match the valve body’s electrochemical potential. Inconel 718 alloy springs harbor 50.0% to 55.0% nickel plus 17.0% to 21.0% chromium, generating zero galvanic corrosion inside a 316 chamber. Post precipitation hardening, Inconel 718 manages to output a constant preliminary thrust cresting past 1500 Newtons at 300°C.
- The yield strength of Inconel 718 hits a massive 1034 MPa.
- 17-4PH martensitic precipitation-hardening stainless steel is frequently commandeered for heavy-duty valve stems.
- XM-19 (Nitronic 50) embraces a nitrogen volume of 0.3%, projecting an ambient yield strength of 380 MPa.
- Monel K500 springs are perfectly suited for hydrofluoric acid or highly concentrated brine scenarios.
While procuring high-pressure side-entry ball valves, the NACE MR0175/ISO 15156 standard tables supplementary compositional shackles onto material hardness and cold working hardening intensity. Concerning internal pressure-bearing elements forged from 316 material, the delivery stance must guarantee a solution annealed treatment, while Rockwell hardness absolutely cannot outstrip 22 HRC, precluding the onset of Sulfide Stress Cracking (SSC) down sour gas wells.
Corrosion Resistance
The moment alloy materials wield a chromium element footprint above 10.5%, direct contact with media housing dissolved oxygen triggers the spontaneous generation of a dense chromium oxide enrichment shell inside milliseconds. In pipelines where flow velocities clock between 3 to 5 meters per second, the oxide film wrapping side-entry ball valves can rapidly self-heal following erosion-induced tearing.
Within neutral water treatment grids observing pH distributions from 4.0 to 8.5, 304 and 316 materials broadcast miniscule uniform corrosion speeds. Aligned with the ASTM G31 immersion corrosion testing canon, standard-state CF8M battling ambient tap water suffers annual metallic thickness erosion tracking under 0.02 millimeters. Engineering architects perceive it as a zero corrosion allowance resource, nullifying any need to stack the customary 3.2-millimeter corrosion redundancy mandated for carbon steel tubes while plotting minimum shell wall thicknesses.
A 5% concentration of ambient dilute sulfuric acid holds the power to spark sweeping passivation film detachments across 304 material surfaces within 48 hours, catapulting annual corrosion rates past 1.5 millimeters. Blending 2.0% to 3.0% molybdenum traces into 316 materials curtails the penetration velocity of sulfate ions, compressing the corrosion rate under matching testing parameters down to a secure 0.1 millimeters per annum window.
Sulfuric acid pipelines spiking to 20% concentrations coupled with 60°C temperatures obliterate the maximum physical load-bearing thresholds of standard austenitic stainless steels, forcing a pivot to Alloy 20 materials armed with 32% nickel. Spikes in medium temperatures or swinging concentrations provoke uniform corrosion rates to climb at exponential trajectories.
Free chloride ions (Cl⁻) lingering inside pipeline fluids operate as unmistakable instigators behind localized failures besetting stainless steel resources. With a diameter sizing up to a mere 0.18 nanometers, chloride ions wield ruthless piercing momentum, sabotaging localized frailties inside the oxide film to sculpt micron-scaled anodic reaction theaters. The massive landscape of the passivation film functions as the cathode, birthing an electrochemical reaction loop defined by a colossal cathode alongside a tiny anode, successfully drilling through 10-millimeter-thick valve body walls in mere weeks.
- 304 material uncovers blatant pitting leanings once chloride ion concentrations skip past 50 ppm.
- The ceiling tolerance concentration allocated to 316 materials has been universally capped at 200 ppm to 1000 ppm by the industrial sector.
- 254SMO super stainless steel maintains robust architectural integrity across seawater concentrations breaching 35,000 ppm.
- Pure titanium supplies immunity against pitting attacks despite facing saturated brine erosion flooding past 100,000 ppm.
Adhering to the ASTM G48 ferric chloride testing benchmark, individual alloy compositions pair off with explicitly defined Critical Pitting Temperatures (CPT). 316L’s CPT score maps out to 15°C; the moment fluid temperatures bypass this marker, pitting probabilities skyrocket exponentially. Throughout the pretreatment sequences anchoring seawater desalination plants, 316L flange faces packing 2.5% molybdenum habitually spawn crater-like pitting blemishes amidst 25°C seawaters.
To accurately quantify anti-pitting muscle, the metallurgical field deploys a rigid computation algorithm dubbed the Pitting Resistance Equivalent Number (PREN): chromium quota plus 3.3 times the molybdenum volume plus 16 times the nitrogen index. 304’s PREN tallies up to 18, whereas 316 scales the ladder to 24. Marine engineering rulebooks declare that side-entry ball valve shells exposed outdoors to salt-drenched atmospheres must pledge a PREN value north of 32.
The mechanical skeleton behind side-entry ball valves hides vast networks of microscopic physical crevices, ushering in crevice corrosion paradigms considerably more aggressive than standard pitting. Gap widths nestled behind valve seat O-ring grooves, gasket contact junctions, and threaded interfaces conventionally hover between 0.02 millimeters and 0.1 millimeters. Once pipeline fluids infiltrate these physical blind spots, native dissolved oxygen gets entirely cannibalized within hours, sabotaging the self-rejuvenating environment nurturing the passivation film.
The concentration of metal cations trapped inside the asphyxiated crevice gradually bloats, pulling external chloride ions inward to preserve charge equilibriums. The pH environment inside the crevice plummets precipitously to highly acidic sub-2.0 standings, forging an auto-catalytic, hyper-accelerated corrosion loop. The Critical Crevice Temperature (CCT) pegged for 316L by ASTM G48 maxes out at a paltry 0°C to 5°C.
The physical propagation speed of crevice corrosion outpaces open-surface uniform corrosion by margins exceeding 10 times. Throughout ambient seawater pipeline networks, enlisting super austenitic stainless steels fortified with 6% molybdenum catapults the CCT metric up to 30°C, blocking localized disintegrations destroying valve seat sealing surfaces.
Side-entry ball valve assemblies routinely utilize Polytetrafluoroethylene (PTFE) or flexible graphite envelope gaskets. Flange junctions, fueled by over 80 MPa of bolt preloading forces, ruthlessly compress microscopic metal interface gaps down to dimensions beneath 0.005 millimeters, physically severing the thoroughfares encouraging fluid ingress.
Stress Corrosion Cracking (SCC) is a combined mechanochemical failure mode that haunts austenitic stainless steels under pinpoint environments. Residual tensile stress lingering inside the metal collaborates alongside chlorides native to the fluid, sparking microscopic fissures slicing through grains or tracking along grain boundaries. Backed by the ASTM G36 boiling magnesium chloride trial standards, both 304 and 316 succumb to brittle fracturing inside 10 hours while submerged in 155°C test concoctions.
Provoking an SCC failure demands the simultaneous convergence of three physical mandates: highly concentrated chloride ions, media temperatures breaching 60°C, and active tensile stresses. Throughout the casting cooling or forging machining phases, side-entry ball valve bodies retain 100 MPa to 200 MPa worth of internal residual stress. External bending moments stemming from faulty alignment during pipeline assembly stack on top to craft the mechanical payloads igniting SCC.
- Uplifting the metal’s nickel quotient above 22% revamps the dislocation slip patterns weaving through the crystal lattice.
- Enlisting an austenitic-ferritic dual-phase framework utilizes the mechanical barricading muscle of dual-phase borders to double the critical stress milestone required for crack initiation.
- Employing Alloy 800 (Incoloy 800) banks heavily on a 30% to 35% nickel foundation to thwart chloride-induced fracturing.
Chlorinated water treatment pipelines pushing temperatures past 60°C utterly ban the integration of standard austenitic stainless steels. Engineering handbooks force the substitution of 316L with 2205 duplex steel resources housing 50% ferrite phases, nudging the anti-SCC temperature ceiling up to 150°C.
Sour oil and gas networks transporting hydrogen sulfide (H₂S) must rigidly honor NACE MR0175 or ISO 15156 curation standards. Hydrogen atoms decoupling from hydrogen sulfide amidst aquatic surroundings seamlessly invade the deep interiors of metal lattices. Inside stress-concentrated hubs, these hydrogen atoms fuse into hydrogen gas molecules, birthing localized high-pressure nodes that force pressure-bearing structures to undergo Sulfide Stress Cracking (SSC).
Geared towards solution-annealed 316L showcasing minimal cold work hardening and hardness ceilings trailing 22 HRC, maximum operational temperatures handling sour fluids are shackled at 60°C. H₂S gas partial pressures drifting through pipeline streams face absolute bans preventing them from exceeding 100 kPa (15 psi). Whenever on-site operational stats breach the aforementioned thresholds, internal pressure-bearing components inside the valve must embrace upgrades transitioning them into nickel-based alloy portfolios.
Placing mismatched metal breeds into physical contact amid conductive mediums triggers galvanic corrosion, supercharging the volumetric erosion ravaging low-potential metallic components. Immersed in seawater, 316 stainless steel registers a static potential locked at negative 0.05 volts, whereas classic carbon steel lingers at negative 0.6 volts. Should carbon steel pipes mate up with stainless steel valve flanges using bolts devoid of insulation treatments, the carbon steel flange face corrodes at velocities roughly 3 times the standard tempo.
- Deploying an epoxy resin insulation gasket bundle severs the physical circuitry permitting electron transmissions spanning the two metals.
- Blanketing carbon steel pipe flange ends with heavy-duty anti-corrosion barriers stretching past 300 microns suffocates the anodic reaction theater.
- Coupling the setup to a zinc block offering a bottom-out potential (negative 1.0 volt) pumps continuous protective currents throughout the overarching metallic grid.
The potential discrepancy separating the internal stainless steel valve stem operating a side-entry ball valve from the nickel-based alloy spring anchoring its rear is astronomically small. Confronting work environments marked by perpetual immersions inside corrosive liquid media, these dual metallic faces abstain from generating galvanic physical consequences aggressive enough to sponsor catastrophic material spalling.
Duplex Steel
Duplex stainless steel (Duplex Steel) consists of approximately 50% austenite and 50% ferrite, and is primarily utilized for high-pressure and high-chloride environments in custom side-entry ball valves.
Taking the prevalent 2205 (UNS S32205) as a prime example, its yield strength surpasses 450 MPa, rendering it double that of standard 316L, which enables a 15% to 25% reduction in valve body wall thickness.
Its Pitting Resistance Equivalent Number (PREN) lands between 34 and 35, empowering it to repel corrosion in chlorine-infused environments up to 150°C, while acting completely immune to Chloride Stress Corrosion Cracking (SCC).
Throughout North Sea oil and gas platform setups alongside Middle Eastern seawater desalination pipeline ventures bound by API 6D standards, this material’s comprehensive deployment rates consistently rank near the pinnacle.
Performance & Materials
The micro-crystal architecture defining duplex stainless steel 2205 (UNS S32205) preserves an austenite-to-ferrite ratio spanning 45% to 55%. Framed by the ASME B16.34 design parameters, its absolute minimum room-temperature yield strength checks in at 450 MPa, while tensile strength blows past 620 MPa.
Standard 316L stainless steel’s yield strength sits around 170 MPa, meaning 2205’s mechanical compressive might clocks in at 2.6 times that footprint. When engineers compute specs for Class 900 pressure rating side-entry ball valves, drafting in duplex steel permits shaving 15% to 25% off the metallic wall thickness protecting the pressure-bearing valve body.
Looking at an NPS 12 (12-inch) pipeline ball valve, a conventional cast steel WCB valve body logs a weight circling 850 kilograms. Swapping the blueprint to a duplex steel forging (ASTM A182 F51) drives the overall physical mass of a standalone unit underneath 660 kilograms. Total machine weight reductions dramatically lower the static payloads alongside bending moments inflicted upon pipeline flange joints.
| Elemental Makeup | 2205 Standard Duplex Steel (wt%) | 2507 Super Duplex Steel (wt%) | Compared to 316L (wt%) |
|---|---|---|---|
| Chromium (Cr) | 22.0 – 23.0 | 24.0 – 26.0 | 16.0 – 18.0 |
| Nickel (Ni) | 4.5 – 6.5 | 6.0 – 8.0 | 10.0 – 14.0 |
| Molybdenum (Mo) | 3.0 – 3.5 | 3.0 – 5.0 | 2.0 – 3.0 |
| Nitrogen (N) | 0.14 – 0.20 | 0.24 – 0.32 | ≤ 0.10 |
The mass fractions detailing chromium, molybdenum, and nitrogen mapped across the alloy elements govern the material’s paramount corrosion resistance ceilings. The PREN calculation formula equates to %Cr + 3.3×%Mo + 16×%N. 2205 material’s PREN metrics stay rooted inside the 34 to 35 brackets, whereas 2507 super duplex steel faces mandatory decrees forcing its PREN values above 40.
Evaluated under ASTM G48 testing doctrines, the Critical Pitting Temperature (CPT) assigned to 2205 halts at 35°C, while Critical Crevice Temperature (CCT) metrics sit at 20°C. Super duplex steel 2507 drives its CPT up to 60°C, alongside a CCT transcending 38°C. The 2507 badge fits perfectly into high-temperature, hyper-saline seawater desalination pipelines circling the Persian Gulf territory where TDS loads bulldoze past 45,000 mg/L.
Stress Corrosion Cracking catalyzed by chloride-rich surroundings universally materializes inside operational thresholds exceeding 60°C. Standard austenitic stainless steels (the likes of 304 or 316) fall victim to intergranular fracturing with ease inside these temperature belts. The native ferrite phase nestled inside duplex steel jams the expansion avenues facilitating crack propagation through the crystal lattice, vaulting the fail-safe temperature ceiling guarding against cracking all the way to 150°C.
| Testing Metric Parameter | 2205 (UNS S32205) | 2507 (UNS S32750) | Testing Standard Specification |
|---|---|---|---|
| Yield Strength (MPa) | ≥ 450 | ≥ 550 | ASTM A370 |
| Tensile Strength (MPa) | ≥ 620 | ≥ 795 | ASTM A370 |
| Critical Pitting Temp (CPT) | 35°C | 60°C | ASTM G48-C |
| Rockwell Hardness Cap | 28 HRC | 32 HRC | NACE MR0175 |
Sour oil and gas reservoirs carrying hydrogen sulfide (H2S) impose explicit restrictions dictating valve material hardness. The NACE MR0175/ISO 15156 rulebook forbids the Rockwell hardness characterizing internal duplex steel valve components from bypassing 28 HRC (for 2205) or 32 HRC (for 2507), preemptively blocking rogue hydrogen atoms from intruding and spawning hydrogen embrittlement ruptures.
- Forging piece specs: ASTM A182 F51 applies to 2205, with F53 handling 2507. Habitually tapped to construct small-to-medium three-piece side-entry ball valve bodies traversing NPS 2 to NPS 8 bore sizes, registering internal gas pore defect frequencies beneath 0.1%.
- Casting piece specs: ASTM A890 4A governs 2205, while 5A steers 2507. Optimal for large-diameter two-piece ball valves scaled NPS 10 and larger, demanding post-forming solution annealing processes topping 1100°C followed by forced water quenching.
The functional working temperature bandwidth supporting duplex stainless steel is corralled between -50°C and 280°C. Once pipeline system climates plunge beneath -50°C, the material’s Charpy V-notch impact absorbed energy plummets devastatingly from its 100 Joules room-temperature standing down below 27 Joules.
Inside pipeline networks operating at ambient temperatures north of 280°C amidst long-term service cycles, 475°C embrittlement phenomenon sparks up inside duplex steels. The precipitation dumping chromium-rich α’ phases drains material toughness. Whenever engineers map out steam lines or ultra-hot petrochemical cracking hubs, they pivot towards Inconel alloys or 316H high-temperature stainless steel variants.
Side-entry valve interiors housing the ball and valve seats universally utilize the matching duplex steel grade deployed across the valve body, while exterior surfaces receive Tungsten Carbide Coating (TCC) spray-downs measuring 0.15 to 0.25 millimeters in thickness to amplify wear resistance. Externally coupled high-strength bolting harnesses ASTM A320 L7 or B8M materials, flanked by Teflon coatings engineered to counter thread galling.
Procurement capital data side-by-sides expose that the per-kilogram baseline price tag tied to 2205 raw material ranks 1.3 to 1.5 times heftier than 316L. Thanks to the 20% volumetric material savings ushered in by its yield strength superiority, the holistic physical manufacturing cost delta shadowing a single NPS 8 Class 600 ball valve compresses to under 10%.
The linear expansion coefficient mapping duplex steel rests at 13.0×10⁻⁶/°C (across the 20-100°C spectrum). This output wedges neatly between carbon steel (11.2×10⁻⁶/°C) and austenitic stainless steel (16.0×10⁻⁶/°C). Diminished thermal expansion ratios mitigate the internal mechanical stress plaguing valves laboring under vicious temperature alternation cycles.
The holistic rigidity leap powered by high-strength materials allows side-entry ball valve stems to maintain extraordinary torsion resistance against fluid battering under towering pressure drop scenarios (such as 100 bar drops). Stem diameters can safely scale down by 10%. Actuator output torque demands plummet concurrently, shrinking the installation footprint mapped by the control module.
Free chloride ion concentration densities patrolling the waters encircling subsea manifold production grids routinely flutter between 20,000 ppm and 30,000 ppm. Mandated by NORSOK M-650 rubrics tackling material manufacturer credential certifications, pre-dispatch solution annealing temperatures for duplex steel castings must crest the 1050°C to 1120°C thresholds, paired seamlessly with aggressive water quenching protocols.
Accelerated chilling maneuvers paralyze the precipitation of hazardous intermetallic phases (such as σ phases or χ phases) roaming the 700°C to 1000°C temperature belts. The instant the volume fraction detailing the σ phase blows past 0.5%, duplex steel’s Charpy impact energy crashes by over 50%, accompanied by an apocalyptic nose-dive obliterating anti-corrosion metrics.
Side-entry duplex steel ball valves face mandatory 100% Non-Destructive Testing (NDT) audits prior to clearing the factory gates. Executed per ASME B16.34 appendix strictures, valve body castings must conquer Radiographic Testing (RT) or Ultrasonic Testing (UT) inspections. The Level 2 flaw inspection acceptance rubric mandates that maximum allowable diameters corresponding to internal pores or slag inclusions stay under 2.4 millimeters.
While performing ultrasonic probes, reflections bouncing off the interface boundaries separating austenite from ferrite inside duplex steel crank out significant acoustic background noise. Testing frequencies are conventionally dialed into the 2 MHz to 4 MHz bracket. Surface-level micro-defects are hunted down utilizing liquid Penetrant Testing (PT) sweeps, requiring dye dwelling spans no shorter than 15 minutes.
Side-Entry Ball Valve
Side-entry ball valves operating inside industrial pipelines embrace two-piece or three-piece split blueprint designs. The API 6D rulebook categorizes their manufacturing bore calibers spanning NPS 2 straight through to NPS 60. Valve body modules are bolted together laterally trailing the horizontal pipeline axis.
The two-piece skeletal structure routinely governs low-pressure lines measuring under NPS 8, since its manufacturing pathway erases 30% of standard flange sealing faces. The three-piece architecture dominates massive-bore, high-pressure battlegrounds mapped at NPS 10 and beyond, navigating pressure ratings climbing from Class 900 to Class 2500.
Tri-segment valve bodies hook together via heavy-duty studs. Safety architectures heavily enforced by ASME B16.34 mandate that the stud material stationed here utilizes ASTM A193 B7 or B8M stock, flaunting minimum yield strengths breaching 725 MPa. Nut tightening torque variance is wrangled within ±5% margins.
Sealing hardware stationed at flanged junctures scales alongside pressure ratings. Class 150 through Class 600 overwhelmingly deploy 316L spiral wound gaskets packed with graphite filler. The moment pipeline pressures scale into Class 900 and beyond, engineering teams enforce the mandatory integration of octagonal or oval RTJ (Ring Type Joint) solid metallic ring gaskets.
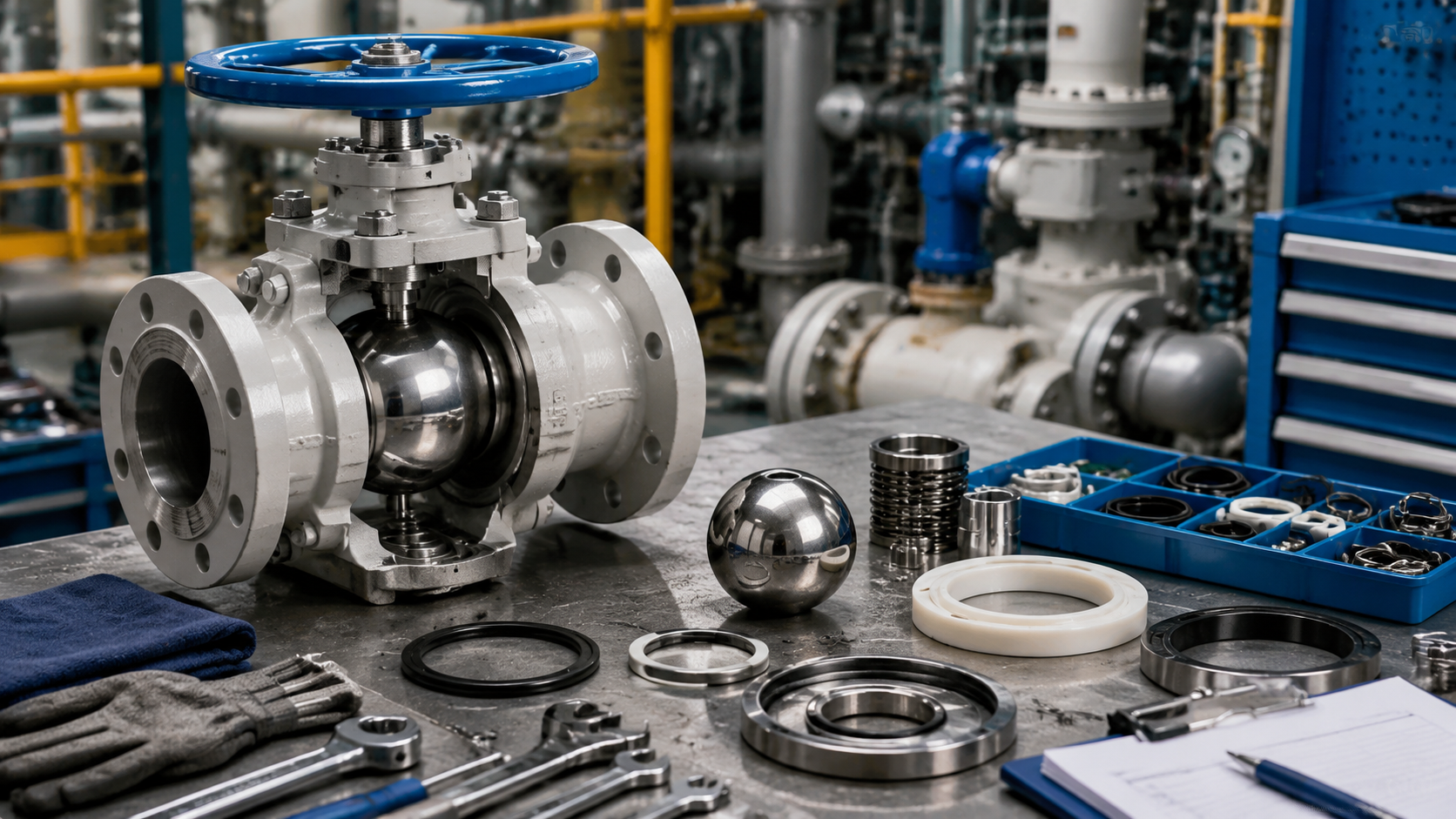
Inside the fully pieced-together valve cavity, the ball element rests supported against two autonomously machined valve seats located upstream and downstream. Floating ball layouts cater to calibers smaller than NPS 4, while trunnion mounted (fixed ball) frameworks tackle massive thrust payloads plaguing NPS 6 sizes and larger where fluid pressure drops violently outpace 50 bar.
- Trunnion mounted valve seats dish out initial sealing specific pressures relying on spring-preloaded cartridges.
- The spring material universally drafts Inconel X-750, famous for battling corrosion fatigue.
- 8 to 16 cylindrical coil springs lay uniformly dispersed behind each set of valve seats.
- Plunged into minus 46°C hyper-freeze environments, spring stiffness volatility stays pegged beneath 2%.
Upstream fluid pressures shove the front valve seat tight against the ball’s surface area to actualize baseline sealing. Should internal cavity pressures anomalously skyrocket, surpassing spring preloading forces by roughly 1.5 to 3 bar, the downstream valve seat autonomously ejects outward to vent the pressure spike.
Double Block and Bleed (DBB) capabilities function as standard-issue loadouts outfitting side-entry valves. While trapped beneath pressure loads assaulting from both upstream and downstream vectors simultaneously, operators can crack open the NPT 1/2-inch bleed valve docked at the valve body’s base to purge residual liquid media loitering in the intermediate cavity.
Soft-seated insert compounds are swapped out corresponding to media temperatures. The -29°C to 200°C bracket heavily relies upon Reinforced Polytetrafluoroethylene (RPTFE). When working thermometers strike 260°C, substitutes transition to PEEK, boasting compressive strengths reaching an insane 110 MPa.
While handling heavily solid-particle-infused media harvested from operations like Canada’s Alberta oil sands mines, the contact topography mapping the valve seats and ball surface ditches soft seals for metal-to-metal hard sealing layouts. The ball surface receives Tungsten Carbide Coatings (TCC) bonded via High-Velocity Oxygen Fuel (HVOF) spray tech.
- Tungsten carbide coating depths are dialed between 0.15 and 0.20 millimeters.
- Surface Vickers hardness stats top out at HV 1000 to HV 1200.
- Lapping synergy mating the ball and valve seat fulfills API 598 Class VI leakage protocols.
- Open-close friction coefficients lock steadily between 0.15 and 0.20.
A single NPS 24 side-entry metal-seated ball valve demands matched lapping timetables spanning beyond 120 hours connecting the ball and seats. The pair remains forever un-swappable; they face mandatory unique-ID die-stamping dictating their paired assembly destinies.
Anti-static rigs are planted bridging the stem and ball, alongside the stem and valve body. API 6D obligates the embedding of 316 stainless steel springs alongside steel balls sizing under 5 millimeters in diameter. Undergoing continuity audits, end-to-end resistance values face draconian caps chaining them below 10 ohms.
Preventing catastrophic stem blowouts falls entirely upon an inverted chamfered step machined at the base. The blowout-proof T-pattern architecture feeds into position from the valve body’s interior stretching outwards. Even if the packing gland works itself entirely loose, 100 bar of internal fluid fury will merely pin the stem flawlessly against the thrust washer.
Operating torque outputs directly dictate the cylinder volume footprints characterizing top-mounted pneumatic actuators. The wide-open twist torque punishing an NPS 12 Class 600 soft-seated side-entry valve bearing full pressure differentials hovers near 4500 N·m. Running pneumatic actuators demands air supply pressures riding steadily between 80 psi and 120 psi.
Actuator mounting flange geometries obey the ISO 5211 global standard. The F14 spec flange features an outer diameter spanning 175 millimeters, packing 4 tapped M16 threaded ports. Standardized docking interfaces wholly eradicate machining labor dedicated to transitional adapter brackets.
Prior to factory dispatch, the units undergo brutal hydrostatic shell and valve seat sealing gauntlets. Shell test pressures are dialed to 1.5 times the design pressure evaluated at a 20°C room temperature standard. Class 1500 valves demand shell test pressures clearing 390 bar, mandating pressure-hold endurance times dragging no shorter than 15 minutes.
Armed with an 80-bar gas payload, the entire valve sinks completely underwater enduring a 5-minute visual observation window. A single escaping bubble exceeding a 1-millimeter diameter flags the unit as defective, mandating a total teardown allowing re-machining across the sealing faces.
Selecting flow passage calibers rests upon the Pigging operation requisites attached to long-haul pipeline runs. A full-bore side-entry valve’s internal flow pathway diameter flawlessly mirrors the inner diameter sizing the hooked-up pipeline. API 6D enforces that an NPS 16 full-bore valve retains a minimum internal diameter of 387 millimeters.
An NPS 16 valve scaled down to an NPS 14 reduced-bore configuration shrinks its internal diameter to 336 millimeters. Fluids pushing through generate localized resistance friction, dragging the flow coefficient (Cv value) downward roughly 35% compared against its full-bore twin sizing counterparts.
Pitted against Top-Entry (top-loading) blueprints, side-entry ball valves are legally obligated to decouple completely from the flanges during pipeline repairs. Written into the standard operating procedures governing crude oil pipeline shutdown maintenance protocols across Texas, North America, extracting a solitary NPS 10 side-entry valve mandates the synchronized deployment of two 5-ton mobile crane units.



")