
Our wholesale 6D ball valves include cast steel and forged steel materials, widely used in petroleum, chemical, energy and other industries.
All ball valves comply with international standards and provide technical document support.
We provide global delivery services, ensuring shipping within the fastest 72 hours.
Our 6D ball valves adopt advanced sealing technology, with pressure resistance capacity up to 15000 PSI, suitable for high temperature and high pressure environments.
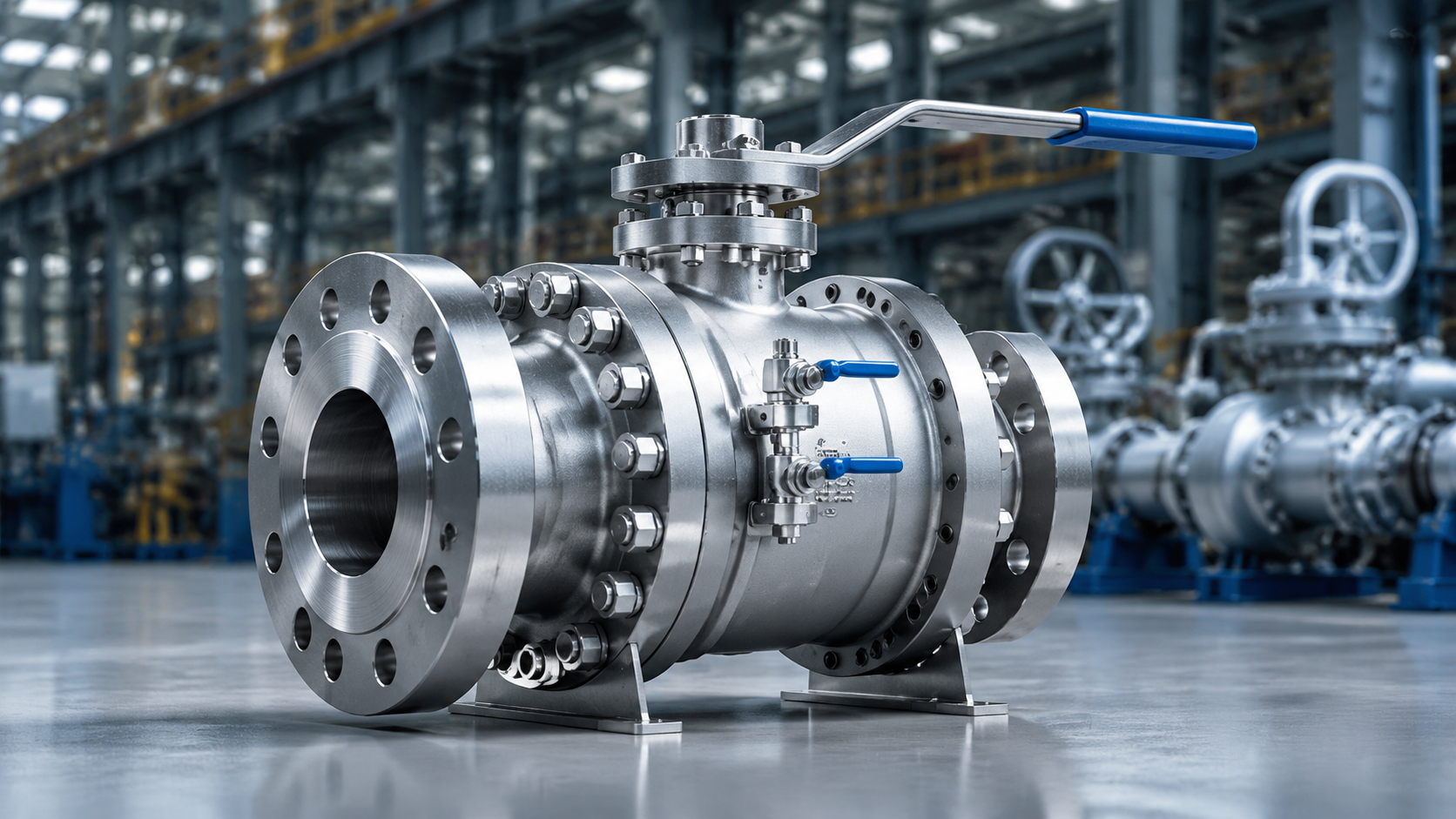
Cast & Forged Steel
Cast Steel
ASME B16.34 calibrates the minimum wall thickness line for castings. For NPS 24 Class 600 WCB material, the wall thickness is made above 36.5 mm. The foundry wood mold lofting leaves a 1.8% shrinkage allowance, and the temperature of the molten steel poured into the sand box is controlled at 1580°C. Single piece pouring takes 8 minutes.
The MSS SP-55 standard governs this process. Surface sand holes with a depth exceeding 1.5 mm are judged as scrap, and the area of grinding and repair does not exceed 10% of the total. The blanks after sand cleaning are pushed into the heat treatment furnace in batches. Natural gas burners pull up the furnace temperature.
The normalizing temperature of ASTM A216 WCB is set between 870°C and 900°C. The holding time is calculated by stopwatch at 1 hour per inch of wall thickness. Cool naturally, the yield strength reaches above 36,000 psi, and the tensile strength stabilizes in the range of 70,000 to 95,000 psi. The bottom line for elongation after fracture is 22%.
Steelmaking batching presses the carbon content below 0.30% and the manganese content to 1.00%. Calculating by CE = C + Mn/6, the carbon equivalent is pressed within 0.43, so the construction team on-site welding pipes saves the 200°C fire preheating step. The interpass temperature is controlled within 250°C.
ASTM A352 LCC material is mixed with 0.50% nickel according to specifications. Placed at minus 46°C for Charpy V-notch impact, three specimens are struck, the average absorbed energy exceeds 20 Joules, and the single specimen index is not lower than 14 Joules. The data for transverse specimens is 3 Joules lower than that for longitudinal specimens.
ASME B16.34 Appendix VIII requires X-ray fluoroscopy for high-pressure large parts. Comparing negatives according to ASTM E446, Class A gas pores tolerate at most Level 2, and Class B sand inclusion is limited to Level 2. Class C shrinkage cavity is treated as scrap if it reaches Level 1. The negative density value is required to be between 1.8 and 4.0.
Defect depth exceeding 20% of the wall thickness or depth exceeding 25.4 mm is defined as a major repair. Grind to the bottom and fill with E7018 welding rods, then push into the furnace for 620°C post-weld heat treatment. The holding duration is calculated at 1.5 hours per inch of thickness.
Wood mold CNC machining: 2-3 weeks
- Computer simulation of pouring: 1 week
- Destructive testing negatives: 2 weeks
- Batch normalizing and annealing: 1-2 weeks
- Rough turning, thickness measurement, and flaw detection: 1 week
Weighing the NPS 36 Class 300 cast steel valve body blank, the weight is 4.2 tons. Based on the current price of 14 yuan per kilogram, the cost for a single blank is 58,000 yuan. If the same diameter is changed to a forging, the weight rises to 7.8 tons; buying only the steel material saves 45% of the expenditure.
For an 800-kilometer 48-inch main line, 45 shutdown ball valves are arranged along the way. Buying the API 6D all-welded model, the price for a single unit does not exceed 1.2 million. The section calculates to save 30 million in material opening costs. Funds settlement follows a 30-60-10 letter of credit payment.
For ordinary working conditions, the inner cavity is sprayed with 250 microns thick electroless nickel plating. If the pipeline carries high-sulfur gas, tungsten carbide supersonic spraying is applied to the contact area of the ball and valve seat, the thickness reaches 0.15 mm, and the hardness exceeds HRC 70. The bonding strength breaks through 70 MPa.
The inner wall roughness of the casting stays in the range of Ra 6.3 to 12.5 microns. Below 3.2 microns, the paint film cannot hang. Performing the ASTM D4541 pull-off test, the adhesion cannot pass the 14 MPa bottom line. Sandblasting uses G40 specification steel grit.
The API 598 specification sets the water test requirement at 1.5 times the design pressure. For Class 600 parts, the interior is filled with 2225 psi high-pressure water. Hold the pressure for 30 minutes, no water droplets are allowed on the back of the flange and the shell surface. Add 10 ppm of rust inhibitor to the test water.
ASME B16.5 fixes the flange dimensions. An NPS 12 Class 600 flange is fitted with 20 pieces of 1-1/4 inch high-strength large bolts, material using ASTM A193 B7. Workers use a torque wrench to tighten to 1250 N·m, and the gasket is pressed flat. The gasket uses a spiral wound gasket with 316L inner and outer rings.
If the physical object passes the pressure resistance test, sampling before dispatch is executed according to the contract ratio.
- Spectrometer for material composition: 100% coverage per heat
- Corner magnetic particle inspection: 20% ratio sampling
- Low-pressure air tightness test: 100% unit-by-unit air blowing
- Thickness measurement at key parts: 10% by batch quantity
- Paint film thickness gauge measuring points: 5% random reading
The CMTR report submitted by the factory is printed with 16 parameters. During the factory testing phase, data for carbon, silicon, and manganese are checked one by one. If sulfur and phosphorus content exceeds 0.04%, the steel becomes brittle in cold weather. The report bears the stamp of the material person in charge.
Flange contact surfaces are coated with Grade 4 anti-rust oil required by MIL-PRF-16173. Both ends are sealed with 10 mm thick plywood blind flanges. The beams under the wooden box bear over 5 tons, and 2 kg silica gel moisture-proof bags are stuffed inside. ISPM 15 fumigation marks are hit on the outside.
Forged Steel
ASTM A105 carbon steel cylinders are put into the heating furnace, and the burner burns the temperature to 1200°C. The glowing red steel ingot is pressed with an 8000-ton hydraulic press. The machine presses down at a speed of 15 mm per second, reducing the metal volume by 30%.
Coarse grains are broken by the machine, squeezing out metal fiber lines along the mold. Cutting steel strips along the fiber direction for impact testing, the toughness data is 40% higher than cutting horizontally. Using an ultrasonic flaw detector to scan the interior, the screen cannot catch defect waveforms larger than 0.8 mm.
The beaten blanks must be sent for heat treatment. ASTM A350 LF2 material is put into the furnace and heated to 920°C for a stable 4 hours. A mechanical arm clamps out the red-hot steel block and throws it directly into a 25°C cold water pool. The internal structure immediately turns into martensite with high hardness.
The salvaged blanks must enter the furnace once more, this time with the temperature adjusted to 650°C. Hold for 6 hours and take it out to cool in the air to dissipate the hard stress brought by quenching. Workers use portable hardness testers to hit test points on the surface, and all readings are stuck below 197 HBW.
Suppressing hardness is to deal with high-sulfur gas production wells. The NACE MR0175 specification writes that carbon steel hardness cannot exceed HRC 22.
When encountering high-pressure gas mixed with carbon dioxide, ordinary rubber will explode upon instantaneous pressure relief. 90 Shore hardness fluororubber must be bought for explosive decompression testing, hitting 1500 psi for 48 hours and taking it out to see if there is any bulging.
Liquid natural gas pipelines at minus 196°C do not use rubber rings; all are changed to spring-energized seals. The outer layer of the seal ring uses PCTFE plastic, and the supporting spring inside uses Inconel X-750 alloy wire. Carrying a 1000 psi pressure difference, the leak detector calculates the bubbles to be less than 10 ml per minute.
Pipes hitting water at sea are soaked in salt water all year round; materials are changed to ASTM A182 F51 duplex steel. Chromium is matched to 22%, molybdenum to 3%. The pitting resistance equivalent value exceeds 34. Yield strength starts at 450 MPa.
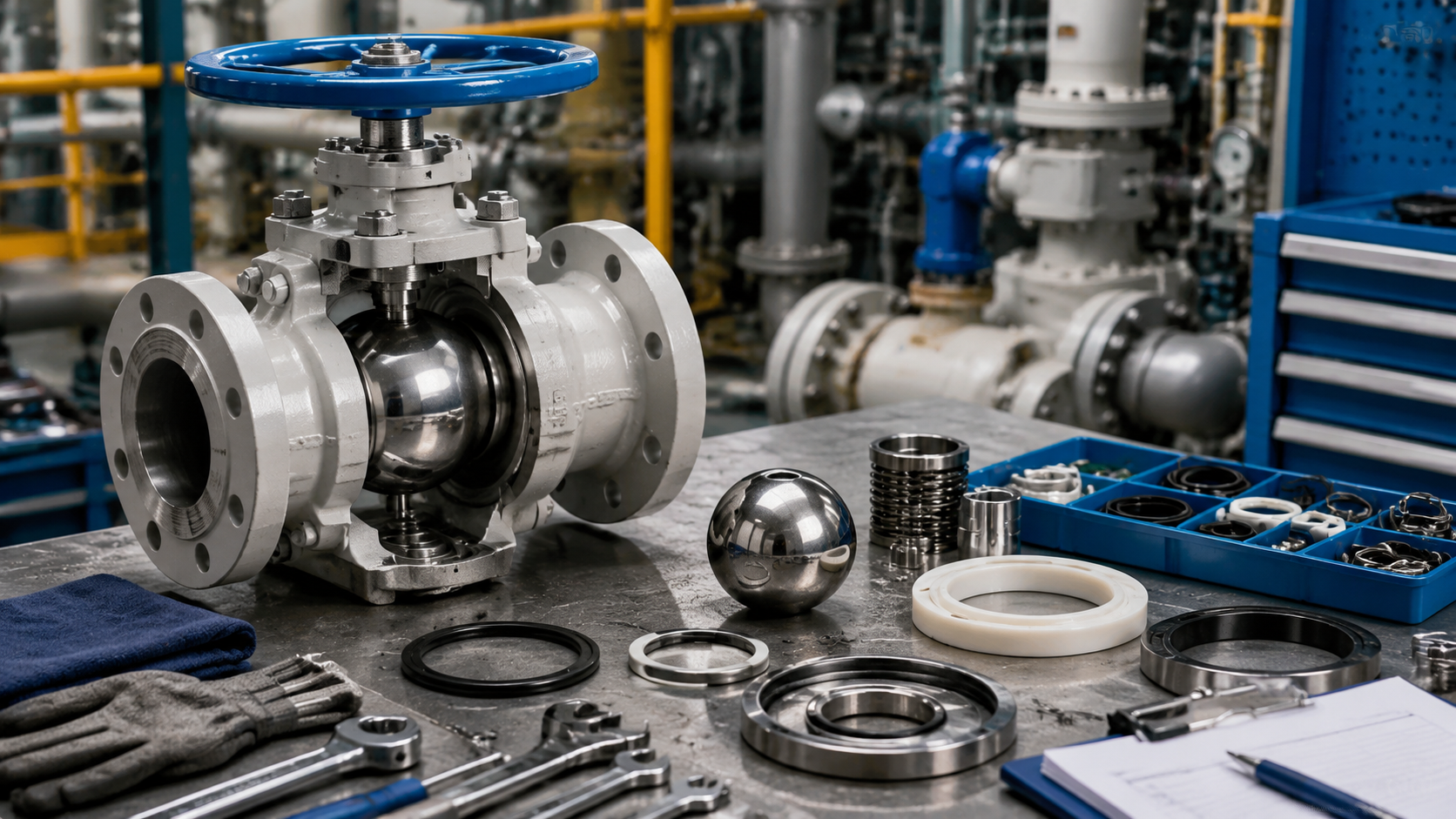
The blanks with skin are put on the lathe to peel off the outer layer, and workers apply grease and hold ultrasonic probes to scan. The ASTM A388 specification governs this procedure. If the reflected wave equivalent to a 2.4 mm flat-bottom hole exceeds 50%, it is scrapped. Spray magnetic suspension on the exterior to check for cracks, using the ASTM A275 standard to catch.
The outer diameter of an NPS 10 Class 1500 ball is turned to exactly 400 mm. The roundness error is controlled within 0.02 mm. Chromium carbide 75 microns thick is sprayed on the surface, and it is put on the machine tool with the valve seat for mutual grinding.
The assembled whole machine is hoisted onto the stand for pressure testing. Fill the inner cavity with 2250 psi nitrogen according to API 6D requirements. Holding the gas for 5 minutes, the flow meter on the other end must not have any movement; if one small bubble emerges, it must be dismantled and reinstalled.
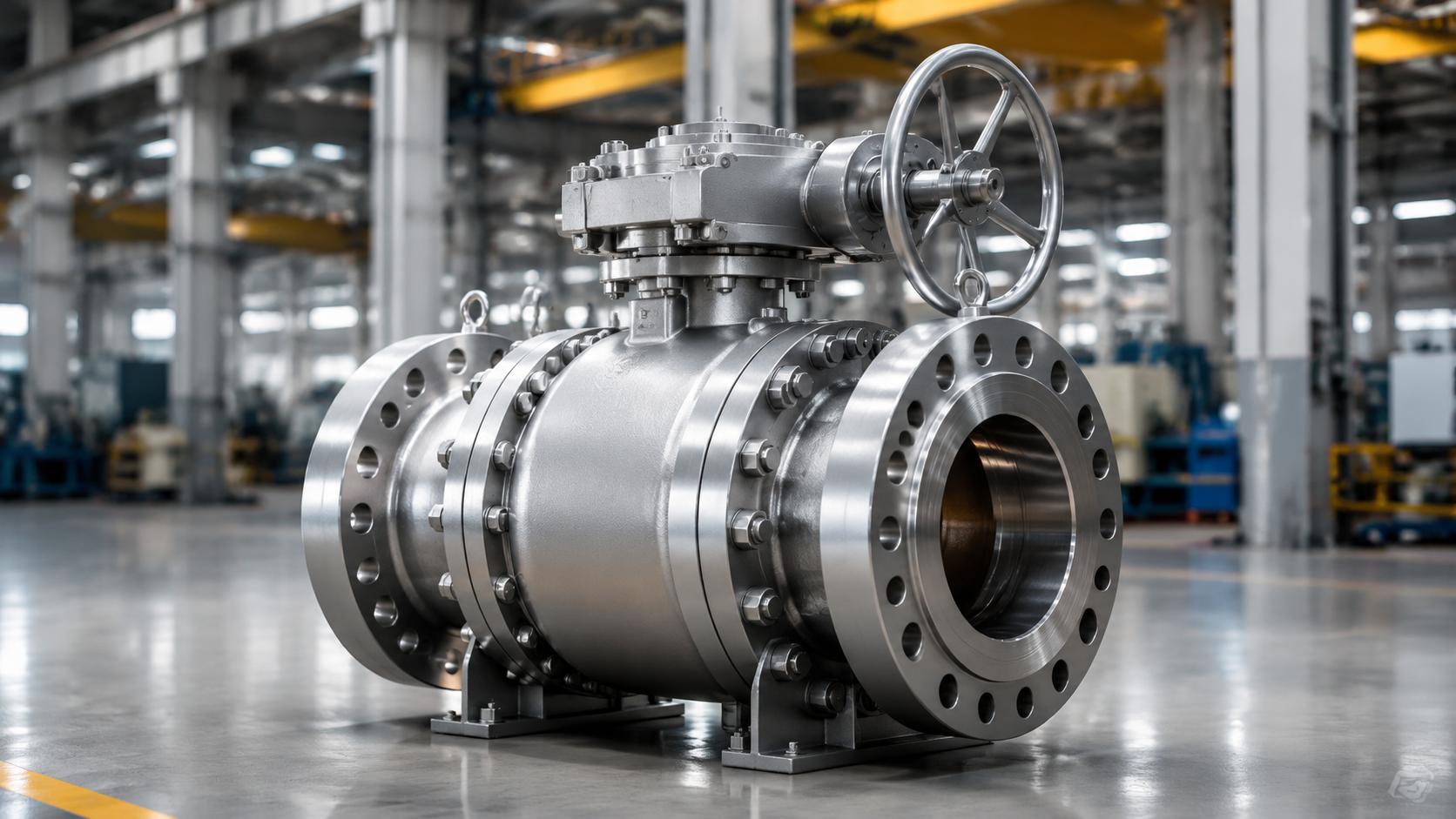
The wall thickness data for high-pressure pipelines is left very sufficient. For an NPS 12 Class 2500 ball valve, the single-side shell thickness exceeds 95 mm. The valve body is tightened with 24 pieces of 2-inch thick ASTM A320 L7 bolts, weighing over 4.5 tons on the scale.
The torque test data is filled in the second page of the factory sheet. Rotate the valve stem with a 3705 psi pressure difference. The value on the sensor points to 8500 N·m. Buy the pneumatic actuator according to this data, sizing it with 1.5 times the force.
Following API 607, the valve is placed over a fire and burned for 30 minutes, the flame temperature is 980°C. After splashing cold water to cool down and then performing pressure testing, the water leaking out per inch of diameter is stuck within 100 ml per minute.
The technical table attached to the purchase order requires filling in specific numbers:
- Steel ingot ends cut off waste: head cut 15%, tail cut 5%
- Extruded volume forging ratio: greater than 3:1
- Impact energy at minus 46°C: take 27 Joules
- Low-pressure air seal test: 80 psi held for 3 minutes without leaking
- Third-party in-factory sampling: pick 10% to watch hydraulic testing
By cutting bar stock to fire, 50 units of NPS 8 Class 900 whole machines can be delivered in 12 weeks. Buying a single unit costs around 180,000 yuan. Paying 30% more for parts exchange for a ten-year repair-free period.
The ledger calculated by the buyer lists the expenditure figures for different pressure ranges.
| Size and Pressure Class | Applicable Forging Grade | Shell Blank Single Weight (kg) | Purchase Base Price (10,000 Yuan/Unit) |
|---|---|---|---|
| NPS 6 Class 900 | ASTM A105 | 380 | 4.2 |
| NPS 8 Class 1500 | ASTM A350 LF2 | 850 | 9.5 |
| NPS 10 Class 2500 | ASTM A182 F51 | 1950 | 28.0 |
Payment settlement follows a 40-50-10 ratio. Before shipping, send a resident inspector to check the heat number stamp on the flange. Before ocean shipping, cover the flange face with a 5 mm thick iron plate for collision protection. Hit 8 reinforced wooden strips on the outside of the box, and bury 3 vibration labels at the bottom of the box to record bumping data during transit.
Tech Docs
Material Test Reports – MTRs
Upon receiving the EN 10204 3.1 report, the 10-digit alphanumeric Heat Number in the upper right corner is the primary check point. Following this code, you can find the exact time the steel furnace poured the iron water. The resident inspector flips through these more than 20 pages, and the first glance is always fixed on the chemical composition table.
The reading for carbon (C) is strictly regulated below 0.25%, exceeding by 0.01% makes it easy to crack when welding pipes on-site. The line for sulfur (S) and phosphorus (P), these two impurities, is drawn at 0.025%; if slightly exceeding, it is easy for hydrogen-induced cracking to occur when encountering high-sulfur gas fields in the Middle East. Engineers use direct-reading spectrometers to hit points and get a clear picture of the 15 trace elements in the steel block.
- Carbon equivalent (CE) measured does not exceed 0.43, ensuring the weld is strong.
- Vanadium (V) element is at most 0.03%, preventing the pipeline from becoming brittle after long use.
- Nickel (Ni) content is stuck at 0.50%, balancing frost resistance and corrosion protection.
- The total amount of chromium (Cr) plus molybdenum (Mo) is limited to within 0.32%.
Looking further down at mechanical properties, the measured value of yield strength is steadily marked above 250 MPa. Tensile strength is framed in the range of 485 to 655 MPa. The moment the universal material machine pulls the standard test bar to fracture, if the elongation is below 22%, it must be returned. If the reduction of area cannot reach 35%, this batch of 5-ton castings must be completely returned for remelting.
HRC values are all pressed below 22, and Brinell hardness (HBW) is also controlled within 237. Natural gas runs in the pipe at 20 meters per second; if the hardness is slightly high, it is easy to be corroded and cracked by acidic gas. Quality inspectors will pick 3 places on the flange face to hit points for hardness, calculating an average to write into the report.
The temperature probe recorded a high temperature of 890°C in the heating furnace, and the needle stayed at this position for full 120 minutes. A diagonal line follows, representing the room temperature air cooling process. For steel blocks that have finished the normalizing process, the internal grain refinement level must reach Level 7 or above to pass.
- Cut 10×10×55mm Charpy V-notch specimens for testing.
- Throw into a -46°C liquid nitrogen box to simulate an extremely cold freezing environment.
- Smash three times, the average impact absorbed energy must be greater than 27 Joules.
- If the value from a single smash is lower than 21 Joules, the whole batch of goods is scrapped.
If it is an EN 10204 3.2 certificate, it will also have the private stamp of a Lloyd’s (LR) or Bureau Veritas (BV) inspector next to it. When the goods are unloaded at the warehouse, workers use markers to copy the heat number identically onto the side of the 150mm thick flange.
When encountering pressure-bearing ball components, the report will specifically mention the forging ratio of the ASTM A350 LF2 forging. This number is usually greater than 3:1, ensuring there are no tiny shrinkage cavities inside the iron lump. A coating thickness sheet is clipped in the attachment, recording that the electroless nickel plating (ENP) thickness on the surface exceeds 75 microns.
FAT & Inspection Reports
Taking that 40-page thick FAT acceptance sheet, the paper is printed with the real records of the valve being worked on the pressure test stand. Corresponding to the API 6D eighth edition specification, every line of numbers on it was filled in by workers under the watch of resident personnel.
For a 900-pound class 24-inch forged steel ball valve, the test pump forced clean water mixed with rust inhibitor up to 22.8 MPa.
Next to the test pump are two 150 mm diameter circular mechanical pressure gauges. Behind the dial is the green label of a third-party calibration institute, with an effective date not over half a year, and the range is just stuck in the 1.5 to 4 times range of the test pressure, to avoid reading deviations.
The pressure gauge needle is steady on this 1.5 times design pressure scale, staying for full 60 minutes, much longer than the 15 minutes fixed by the specification. Even if a rice-sized water drop appears on the outside of the iron shell, or the pressure drops by 0.1 MPa, this 8-ton cargo must be dragged back to the workshop for re-dismantling.
The next page is the high-pressure seat seal record, with the test pressure set at 1.1 times, 16.7 MPa. The inspector holds dry tissue paper tightly against the downstream port, wiping hard around the gap where the seat and ball touch.
Hold the pressure for 5 minutes, no water stains are seen on the tissue, the recorder marks “Rate A” next to it, counting it as complete zero leakage. Behind follows the low-pressure air seat test, changing to a black pipe to hit in 0.6 MPa compressed air.
Soapy water is sprayed around the valve seat, not even a 1 mm bubble is blown. The instrument next to it catches all pressure fluctuations, generating a PDF digital curve graph with precise timestamps, stapled together behind the paper form.
- The temperature of the water used for pressure testing is kept between 5°C and 50°C, preventing thermal expansion and contraction from interfering with the needle movement.
- Chloride ions in the water are measured at less than 30 ppm, to avoid stainless steel internals developing hidden rust while soaked in water.
- The vent valve is opened at the highest point of the pipeline to drain air, avoiding the appearance of false pressure to deceive people.
After measuring water leakage, workers use large torque wrenches to fit over the valve stem and rotate, the instrument recording two sets of real force numbers. The breakaway torque at the moment of opening is marked at 2450 N·m, and the running torque after turning falls back to 1200 N·m.
| Inspection Code | Injected Medium | Test Pressure (MPa) | Required Holding Time | Pass Bottom Line |
|---|---|---|---|---|
| API-SH-01 | Rust-proof water | 22.8 | 60 minutes | No water seepage in shell, pressure doesn’t drop at all |
| API-ST-02 | Rust-proof water | 16.7 | 5 minutes | No water drops on seat, dry tissue absolutely not wet |
| API-LA-03 | Dry gas | 0.6 | 5 minutes | Soapy water completely no bubbles |
When inspecting the double block and bleed function, heat the water in the central cavity to simulate the pipe being sun-scorched and holding pressure. When the needle reaches 1.33 times, the relief valve sprays water exactly at 15.5 MPa to avoid the valve body being literally burst.
Flip back to the anti-static test sheet, two needles of a multimeter are poked on the ball and the valve stem respectively. Turning on 12V DC, the measured resistance reading is only 2.4 ohms, far from the 10-ohm red line, cutting off the risk of static sparks igniting natural gas.
The paint film thickness sheet is clipped in the later pages, the thickness gauge tapped 15 points on the valve body surface. Epoxy zinc-rich primer matched with polyurethane topcoat, the average thickness calculates to 320 microns, no problem blocking salt spray for ten years by the sea.
- The spark leak detector is dialed to 2500V to scan the paint surface, no piercing alarm sound heard.
- Flange phonographic finish roughness measured between 125 and 250 microinches, lathe tool marks are clear.
- The top flange four-hole distance deviation did not exceed ±0.1 mm, mounting the actuator matches perfectly.
NDT Reports
An ASNT SNT-TC-1A certified Level II NDT inspector signs their name at the bottom right of each page. The report header clearly states execution of ASME B16.34 and ASME Section V specifications, each sheet locking down that dozen-ton metal shell in the workshop.
For cast steel valve bodies with thickness exceeding 50 mm, a thick stack of Radiographic Testing (RT) negatives is piled. The operator pushes the Iridium-192 Gamma-ray machine into the thick lead room, sticking industrial film tightly to the stress-bearing corner areas and pouring riser positions of the valve cavity.
After the film is developed and hung on a high-brightness viewing lamp, the density reading is stuck between 2.0 and 4.0 by the optical densitometer. Image Quality Indicator (IQI) metal wires are very clear under strong light, 2T holes or numbered fine wires prove the film sensitivity is completely up to standard. If a black spot exceeding 20% of the wall thickness appears on the film, this valve body is immediately dragged to the repair area for grinding and repair welding.
Evaluating negatives according to ASME VIII Div.1 Appendix 7 standards, if the diameter of Class A gas pores crosses 20% thickness or reaches the maximum 6 mm scale line, the inspector’s red pen draws a cross on the scrap sheet.
When encountering A105N forged steel solid balls, the Ultrasonic Testing (UT) report takes over the remaining paper. The NDT instrument screen flashes green waves, and a 2.5 MHz straight probe coated with industrial machine oil scans in translation on the ball surface. The roughness of the probe and workpiece surface is strictly required below Ra 6.3 microns, preventing sound waves from generating attenuation in rough gaps.
The sound wave penetrates the 300 mm thick solid forging, hitting the other end and bouncing back to form a clean bottom wave. If a stray peak exceeding 20% of the Distance Amplitude Curve (DAC) jumps on the screen, the report immediately marks a white spot or internal crack suspicion. The refraction angle of the shear wave probe for angle scanning is selected at two gears, 45 degrees and 60 degrees, scanning the flange neck blind zone thoroughly.
Each movement of the probe must overlap 10% of the previous circle’s width, achieving a complete 100% scan coverage. If a single defect echo exceeding 6 mm is found in the forging center zone, this lump of iron can only be directly scrapped.
Flipping down is the Magnetic Particle Testing (MT) sheet, specifically for the outer surface and groove dead corners after machining. Workers lift an AC electromagnetic yoke against the casting surface and spray black water magnetic suspension from a spray bottle after powering on. The pole spacing is pulled to 150 mm, ensuring enough magnetic field lines penetrate the surface layer of each inspected area.
Measured by a Gauss meter, the magnetic field strength stays steadily above 2.4mT. Shined by an ultraviolet lamp, if there is a crack with a width exceeding 1.5 mm on the surface, the fluorescent magnetic particles immediately gather into a piercing yellow-green bright line. This report specifically picks out fine machining tool marks and early fatigue crack sources invisible to the naked eye.
Encountering Duplex Stainless Steel (DSS) components with extremely high anti-corrosion requirements, magnetic particles won’t stick, so Liquid Penetrant Testing (PT) records come into play. Red penetrant is brushed on the finely machined surfaces of the valve stem and seat, waiting for full 15 minutes at room temperature. The penetration temperature is stuck between 10°C and 50°C by a thermometer to complete the operation.
After washing clean with water, a thin layer of white developer is sprayed, waiting another 10 minutes. If red spots larger than 1.5 mm bleed on the white surface, the part has to return to the machining workshop for re-grinding on the lathe. If the temperature drops below 5°C in winter, the resident inspector will stare at the heating compensation time on the record sheet.
- Butt welds of pressure boundaries are 100% RT filmed, and the single film overlap length measured is not less than 13 mm.
- When the groove depth of casting repair welding exceeds 20% of the wall thickness, redo 100% MT and RT after welding.
- Magnetic powder suspension is settled in a pear-shaped tube for 30 minutes, taking a reading of 0.1 to 0.4 ml/100 ml to fill the table.
- The total content of fluorine and chlorine in the penetrant is stuck below 1%, cutting off the consequence of stainless steel developing pitting corrosion while soaked in seawater.
NDT reports are not just several pages of paper; they connect to hundreds of megabytes of digital images and scans in a USB drive. The heat number stamped on the valve body corresponds one-to-one with the NDT part sketch on the drawing.
A third-party supervisor flips through the reports one by one, recalculating sensitivity parameters against the drawing thickness table. For an 8-inch small valve sent to a remote desert pipeline, as long as a certain data in the report deviates by 0.1 mm, the whole batch of goods must be kept in the inspection area for re-testing.
Global Shipping
Seaworthy Packaging
Before packing the 5-ton all-welded ball valve, the workshop temperature and humidity meter reading must be pressed below 60%. To deal with 45 days of sea salt spray, the operator will first use 0.6MPa to 0.8MPa oil-free compressed air to blow clean the water stains and iron filings in the valve cavity. Then wear anti-static gloves, spray MIL-PRF-16173 Grade anti-rust agent on the exposed threads of the valve stem, with the coating thickness stuck between 25 to 40 microns.
Flange connection faces are most afraid of bumps during loading and unloading; we placed 3 mm thick neoprene gaskets on the RF or RTJ faces and capped them with polyethylene (PE) protective covers. Instead of ordinary tape, 4 pieces of M12 carbon steel bolts are used to tighten diagonally. When the diameter exceeds 36 inches for pipeline ball valves, the PE cover is changed to a 10 mm thick Q235 carbon steel blind plate.
- The Shore hardness of rubber gaskets is in the range of 65±5A.
- PE cover impact strength exceeds 40kJ/m².
- Steel blind plates are brushed with two coats of epoxy zinc-rich primer.
- Bolt tightening torque is fixed at 45N·m.
Then wrap the whole valve with a 0.15 mm thick VCI vapor phase anti-rust bag, the amine compounds in the film will continuously release anti-rust gas. Desiccant follows DIN 55473 standard, 1.2 kg per cubic meter. Inside a 4.5 cubic meter 24-inch ball valve wooden box, 6 bags of 1000g montmorillonite desiccant are hung. The seal is done with a 20 mm wide pulse heat sealer, temperature maintained at 180°C.
The outer wooden box bottom pallet is made of 100mm×100mm larch square wood. The wood is measured by a microwave meter before entering the warehouse, with a moisture content less than 18%. Side and top boards are made of 18 mm thick seven-layer poplar plywood. The bottom pallet beam spacing is at most 400 mm, able to bear 15 tons. Forklift holes are 120 mm high, 300 mm wide, with edges wrapped in 2 mm thick galvanized sheet iron.
- Assembly all uses 80 mm long annular shank anti-back-off steel nails.
- Nail spacing is controlled between 150 mm and 200 mm.
- The top cover is laid with a layer of 0.2 mm thick waterproof asphalt kraft paper.
- Four corners of the box are fitted with 4 steel corner protectors with reinforced ribs.
- Two 50 mm diameter ventilation holes are left.
Waves at sea are large, and ship rocking can reach 30 degrees; the valve must be fixed dead inside the box. The support feet of the valve use 4 high-strength M24 bolts, firmly tightened on the flange plates pre-embedded in the bottom pallet. Remaining gaps in the box are filled with Polyurethane (PU) foaming material with 30 times expansion rate, wrapping the valve tightly. The pneumatic actuator at the top is separately tightened with PET straps with a rated pull of 5000 kg in a cross pattern.
After the box is sealed, the perimeter is strapped with 32 mm wide, 0.9 mm thick blued steel strapping. For a box 3 meters long and 2 meters wide, 8 strapping bands are crisscrossed. Joints are pressed dead by pneumatic bite buckle machines, able to withstand a pull of 9800N. Outdoor alkyd black paint is used for stenciling on the outside, character height above 100 mm, clearly writing gross/net weight and dimensions, with the center of gravity mark error less than 50 mm.
- Red chain icons mark the lifting point positions.
- A4-sized waterproof packing lists are pasted on both ends of the box.
- IPPC non-fumigation environmental marks are stamped diagonally on the bottom pallet.
- The PO number of the purchasing manager is sprayed on the top right.
A 40-foot open-top container just holds 6 boxes of this size of cargo. After the top is covered with rain-proof cloth, another bind is made with 12 mm steel wire rope on the container securing rings. Even experiencing 40°C high temperature in Equatorial Guinea, the metal surface remains bright upon opening, complying with ISO 8501-1 Sa 2.5 visual standard.
Incoterms 2020
The purchase order is finalized as FOB Shanghai, and 12 tons of all-welded ball valves are dispatched from the warehouse on time. The fleet sent a 49-ton three-axle low-flatbed semi-trailer to securely deliver the goods to Yangshan Port Phase III Terminal.
Entering the port requires reporting VGM gross weight data first; a weighing error on the weighbridge crossing 5% will result in a 500 USD fine. We paid all terminal handling charges and customs declaration fees at the port of departure; once the goods cross the ship’s rail, the risk transfers to the buyer.
The freight forwarder calls for a 45-ton shore bridge crane to lift the 40-foot flat rack container containing the valves into the Evergreen Marine vessel. Upon obtaining the original bill of lading with “On Board” notation, the 150,000 USD letter of credit can be presented to the bank for payment.
Sending to remote ports in the Middle East is easier choosing CIF Jebel Ali. Ocean freight and insurance premiums are directly calculated into the total invoice amount, and the insurance policy is purchased at 110% of the invoice value for Institute Cargo Clauses (A).
Insurance rates fluctuate around 0.15% to 0.3%, plus strike risk insurance to prevent terminal worker stoppages. In case of a Level 12 typhoon causing containers to fall into the sea, the claim procedure follows this policy to seek compensation from the insurance company.
The ocean bill of lading is used to apply for 21 days of free container period at the destination port. Container detention fees at the Port of Rotterdam are as high as 150 euros a day; preparing these days in advance can save a large amount of demurrage expenditure.
Inland pipeline projects use DAP terms, with the delivery address filled directly as the construction site in the desert. Goods reaching the Port of Houston are not destuffed, changing to a US-style chassis to run 800 kilometers to the Texas Phase II Pump Station.
Single-axle weight must keep the US Department of Transportation 34,000 lbs bottom line; if exceeding, go for a special transportation permit. The truck driver delivers but is not responsible for unloading; the site prepares truck cranes with a lifting capacity exceeding 25 tons in advance to receive goods.
The buyer finds a customs broker themselves to handle import declaration, with the Harmonized System (HS) code filled as 848180. After paying the 5.5% valve import duty and local surcharges as required, the customs system allows the vehicle to be released.
Overseas EPC contractors without import qualifications do DDP terms all-inclusive. The customs broker even advances the destination country’s VAT, and the complex double-clearance tax-inclusive process becomes a fixed-amount freight bill.
In the DDP quotation for the Middle East direction, the 450 USD handling fee charged by the customs broker is specified. Saudi Customs strictly requires the provision of a SABER certification, and the 300 USD certificate fee is calculated into the DDP total price.
Oil and gas fields urgent for a 3-ton high-pressure forged steel ball valve during shutdown repair change to FCA terms for air freight. Goods are delivered to the Pudong Airport cargo terminal, fixed on a PMC aviation pallet and loaded into a Boeing 777F freighter to fly to Frankfurt.
The airplane cargo door maximum size is limited to 3.1 meters by 3.1 meters, and red ShockWatch anti-tilt labels are pasted on the outside of the wooden box. Air freight CPT is charged by volumetric weight, with the divisor calculated at 6000, and the freight documents are precise to every kilogram.
- The freight forwarder books space to get the SO document, and the factory has a 72-hour window for customs closing and port closing.
- Documentation fees generated before the bill of lading is issued under FOB terms are about 2800 RMB per container.
- CIF insurance policy covers up to the destination port unloading terminal, not including inland haulage risks.
- Highways tolls, bridge and ferry fees during DAP transportation are paid in advance by the consignor.
- The letter of credit stipulates shipping before the latest shipment date; one day late results in a 75 USD discrepancy fee.
| Trade Terms | Risk Transfer Point | Buyer’s Surcharge Details | Applicable Scenario and Transport Tool |
|---|---|---|---|
| FOB | Goods loaded onto ship at port of shipment | Ocean freight, destination port THC, import duty | Possesses own freight forwarder network; 40’HQ full container |
| CIF | Goods loaded onto ship at port of shipment | Destination port unloading fee, inland haulage fee | Medium to long distance ocean shipping; LCL or FCL |
| DAP | Delivered on truck at specified destination | Import declaration fee, duty, on-site unloading fee | Inland oil & gas pipeline construction site; heavy low-flatbed truck |
| DDP | Delivered on truck at specified destination | Only on-site unloading fee (others all inclusive) | Enterprise without import qualification; door-to-door double clearance delivery |
| CPT | Delivered to air carrier at place of origin | Destination country clearance fee, duty, pick-up fee | Emergency shutdown replacement; PMC air palletization |
Paying a 300 RMB telex release fee, the consignee can clear customs and pick up goods with a copy. Saving the procedure of sending the original bill of lading, DHL international express would take at least 5 days.
If the customs declaration unit price is lower than the real transaction price by 20%, it will attract anti-dumping investigations from the destination port customs.
Documentation & Compliance
Even if there is a 0.01 USD error after the second decimal place, the bank presentation counter will issue a 50 USD discrepancy deduction voucher. The packing list specifies 12 units of API 6D all-welded ball valves, the weight difference between net and gross must precisely match the self-weight of the 18mm plywood wooden boxes.
Pipeline valves sent to EU member states are standard with CE/PED pressure equipment directive declaration of conformity. Customs inspectors verify the CE mark on the valve nameplate and the accompanying H-mode certification number. This certificate issued by TÜV Rheinland proves the valve can withstand 100 Bar working pressure; lacking this document, goods will be forcibly detained at the Port of Hamburg.
For goods sent to the Port of Jakarta, Indonesia, the HS code is uniformly filled as 8481.80.4090. Based on the China-ASEAN Free Trade Area Certificate of Origin (Form E) issued by the documentation department, the buyer is exempt from 15% import duty for clearance. The clerk sends pre-entry data to the customs system 48 hours before sailing; modifying manifest information once faces a 400 RMB fine.
Customs General Administration Order No. 243 requires that if the manifest declared gross weight and the weighbridge actual weight error crosses 5%, the goods enter the manual inspection queue of the customs inspection department, generating a 3000 RMB stripping charge.
To cope with the purchase orders of Abu Dhabi National Oil Company (ADNOC), the full set of documents is legalized by the embassy. The commercial certificate issued by the CCPIT is sent to the UAE Embassy in China, paying the consular legalization fee charged at two per thousand of the total invoice amount. The whole legalization process takes 15 working days, and the archive search fee invoices generated by document flow are settled by factory finance.
Each factory-dispatched forged steel ball valve is accompanied by an EN 10204 3.1 Material Test Certificate (MTC), covering heat number, chemical composition analysis, and mechanical property tensile test data. Strict oil and gas buyers assign Lloyd’s Register (LR) to be on-site to sign the third-party witnessed EN 10204 3.2 certificate, with witnessing fees priced at 800 USD per day.
Engineers print the technical files up to 200 pages into a booklet, placed in a 0.2mm thick waterproof zip bag. Before putting into the wooden box, every page of the API 6D hydraulic test curve graph is stamped with the quality control department blue seal.
- Shell hydraulic test maintained at 1.5 times design pressure, duration not less than 120 seconds.
- Seat high-pressure seal test pressure holding duration reaches 60 seconds, pressure gauge drop reading shows zero.
- Low-pressure air seal test introduces 0.6MPa compressed air, immersion observation for bubble overflow volume.
- Weld non-destructive testing report provides RT ray filming negatives and 100% ultrasonic UT records.
For ships sailing to the Port of Callao, South America, with a period as long as 40 days, we send three originals and three copies of paper originals via DHL international express. Goods on the Southeast Asian near-sea routes only need a 5-day voyage; telex release bill of lading operation avoids the risk of demurrage due to cargo arriving but documents not arriving.
Argentine Customs mandatory requires the buyer’s CUIT tax number to be displayed on the bill of lading; lacking this set of 11-digit code, goods are indefinitely detained at the Port of Buenos Aires and cannot be picked up.
From truck arrival, empty container bottom inspection, valve lashing and fixing to locking the high-security seal, 12 high-definition pictures with GPS positioning coordinates are archived for record. In case of ship cargo shifting or capsizing, this set of photos is handed over to the underwriting China Export & Credit Insurance Corporation for adjustment, with the maximum payout reaching 90% of the cargo value.
The error tolerance for presentation under letters of credit is extremely low; the documentary clerk submits commercial invoices, drafts, and original bills of lading for the bank examiner to check word by word. If the issuing bank finds the shipment period is later than the stipulated date, a 75 USD handling fee is deducted in full from the presentation account. Documents must reach the negotiating bank within 21 calendar days after sailing to complete settlement.
Wooden boxes exported to the North American market are accompanied by a fumigation disinfection certificate. The Entry-Exit Inspection and Quarantine Bureau stamps the IPPC logo on the corners of the box, proving the box has undergone 24-hour sealed fumigation treatment with methyl bromide gas at a concentration of 48g/m³. Without this certificate, Los Angeles Customs issues a return order, and the ocean freight for a single return is as high as ten thousand USD.
Gas-over-oil actuators with accumulators for oil and gas pipelines going by sea need to provide MSDS material safety data sheets. Accumulators filled with 10MPa nitrogen belong to Class 2.2 non-flammable non-toxic gas; the Maritime Safety Administration requires procedures for changing dangerous goods packaging certificates. The booking note is accompanied by a UN No. 1066 declaration form, and after the captain signs approval, it is arranged to be loaded in a designated position below deck away from heat sources.
Surface anti-corrosion coating acceptance documents filled the blank for anti-rust compliance materials. A third-party NACE CIP Level 2 coating inspector issues a Dry Film Thickness (DFT) report. The measured thickness of 3 layers of epoxy anti-corrosion paint is recorded between 250 and 300 microns, and the pull-off adhesion test data is marked at the bottom right of the table, accompanied by a copy of the calibration certificate for the Elcometer 456 thickness gauge.



")