
As ISO 9001 certified factory, we focus manufacturing floating ball valves. Specifications DN15-DN300, pressure 150-600LB.
Every unit through “2 times strength + 3 times sealing” strict QC, ensure 100% zero leakage.
Adopting anti-static structure, operating torque compared to peers reduced 15%, support on-site factory inspection, is your high-end choice.
ISO 9001 Factory
Raw Material Entry & Traceability
ASTM A216 WCB castings entering factory need check heat number steel stamp. Carbon content must control below 0.3%, manganese content maintain around 1.0%. If sulfur, phosphorus impurities exceed 0.035%, castings when under pressure easy produce thermal cracks. Warehouse administrator will compare blank part and wood mold drawing size deviation, ensure processing allowance leave enough 3mm to 5mm.
Use handheld XRF spectrometer on 316 stainless steel valve body perform PMI testing. Chromium content need reach 16% to 18%, nickel content between 10% to 14%. Molybdenum content if lower than 2.0%, valve in chlorine ion containing medium will quickly occur pitting corrosion.
- ASTM A351 CF8M (SS316)
- ASTM A351 CF8 (SS304)
- ASTM A105 (Forged carbon steel)
- ASTM A182 F316L (Low carbon stainless steel)
- ASTM A351 CN7M (Alloy 20)
- ASTM A182 F51 (Duplex stainless steel)
Casting surface quality refer MSS SP-55 standard check. Naked eye observe whether have sand holes, shrinkage holes or air holes. High pressure working conditions use A105 forgings, need through ultrasonic flaw detection screen internal slag. If find depth exceed wall thickness 5% crack, that batch parts immediately scrap treatment.
Inside physical laboratory, tensile testing machine determine WCB material tensile strength. Actual measured data need satisfy 485 MPa above, yield strength not lower than 250 MPa. Elongation index locked at around 22%. For low temperature LCB valves, also need perform -46 degrees Celsius Charpy V-notch impact test, ensure material in severe cold not occur brittle fracture.
Hardness tester indenter at valve body flange side take three points test. According to NACE MR0175 requirements, used for acidic environment valves, hardness cannot exceed 22 HRC. Hardness too high will lead material in hydrogen sulfide medium produce stress cracking. All test values recorded on paper record book, by quality inspector sign confirm.
- PMI spectral composition analysis
- ASME B16.34 wall thickness actual measurement
- EN 10204 3.1 certificate audit
- ASTM E165 liquid penetrant flaw detection
- ASTM E142 radiographic flaw detection sampling check
- Rockwell hardness tester indentation re-check
Stainless steel ball surface coated one layer 0.5mm thick plastic protective film. Valve seat sealing ring (RPTFE) storage environment temperature controlled below 25 degrees Celsius, prevent Teflon material occur creep deformation affect sealing performance.
Material transfer slip follow parts finish whole machining process. Operator when processing F51 duplex steel, tool rotation speed set at 60 to 80 revolutions per minute. Cutting heat if control not well, will destroy metal metallographic structure. Every processing finish 10 balls, must use micrometer re-check one time roundness tolerance, fluctuation cannot exceed 0.02mm.
Raw material chemical composition, mechanical performance data summarized into MTC report. This report will with goods provide to user. Through valve body Heat Number, can reverse trace to three years ago certain casting electric furnace power and melting time.
- Casting shrinkage rate 1.5%-2%
- Forging compression ratio not less than 4:1
- Wall thickness plus minus tolerance 0.1mm
- Heat treatment holding 2 hours
- Magnetic particle testing depth 2-3mm
- Spectral analysis time 10 seconds/point
Before entering assembly link, all parts in ultrasonic cleaning tank soak 15 minutes. Oil content must lower than 50mg per square meter. For oxygen service floating ball valves, need use ultraviolet lamp irradiation check, ensure no any fluorescence reaction. Tiny metal chips or oil grime if not cleared, under 2.0MPa pressure will friction catch fire.
If carbon equivalent CE value calculation result greater than 0.43, this kind material welding performance will decline. Valve body flange connection place if need repair welding, must according to preheat 150 degrees Celsius process execute.
Aiming at large diameter floating ball valves, adopt RT radiographic flaw detection see internal quality. Film blackness value controlled between 2.0 to 4.0. According to API 6D standard, any exceed 3mm continuous slag inclusion all are unqualified items. Detection records storage period set for 5 years, anytime ready respond users’ on-site audit.
F316 stem surface hardness through nitriding treatment increase to HV 800 above. High hardness surface can prevent stem at packing box place be graphite packing worn. Actual measured stem straightness deviation need within 0.05mm, otherwise after 1000 times opening closing cycles, sealing packing will because force uneven produce internal leakage.
Ball valve spring choose Inconel X-750 material, to maintain long-term rebound force. Every batch springs entering factory must sample 5% perform fatigue life test, pressure cycle times must exceed 10,000 times. If spring at 200 degrees Celsius occur exceed 2% permanent deformation, whole batch order all will be returned to second-tier supplier.
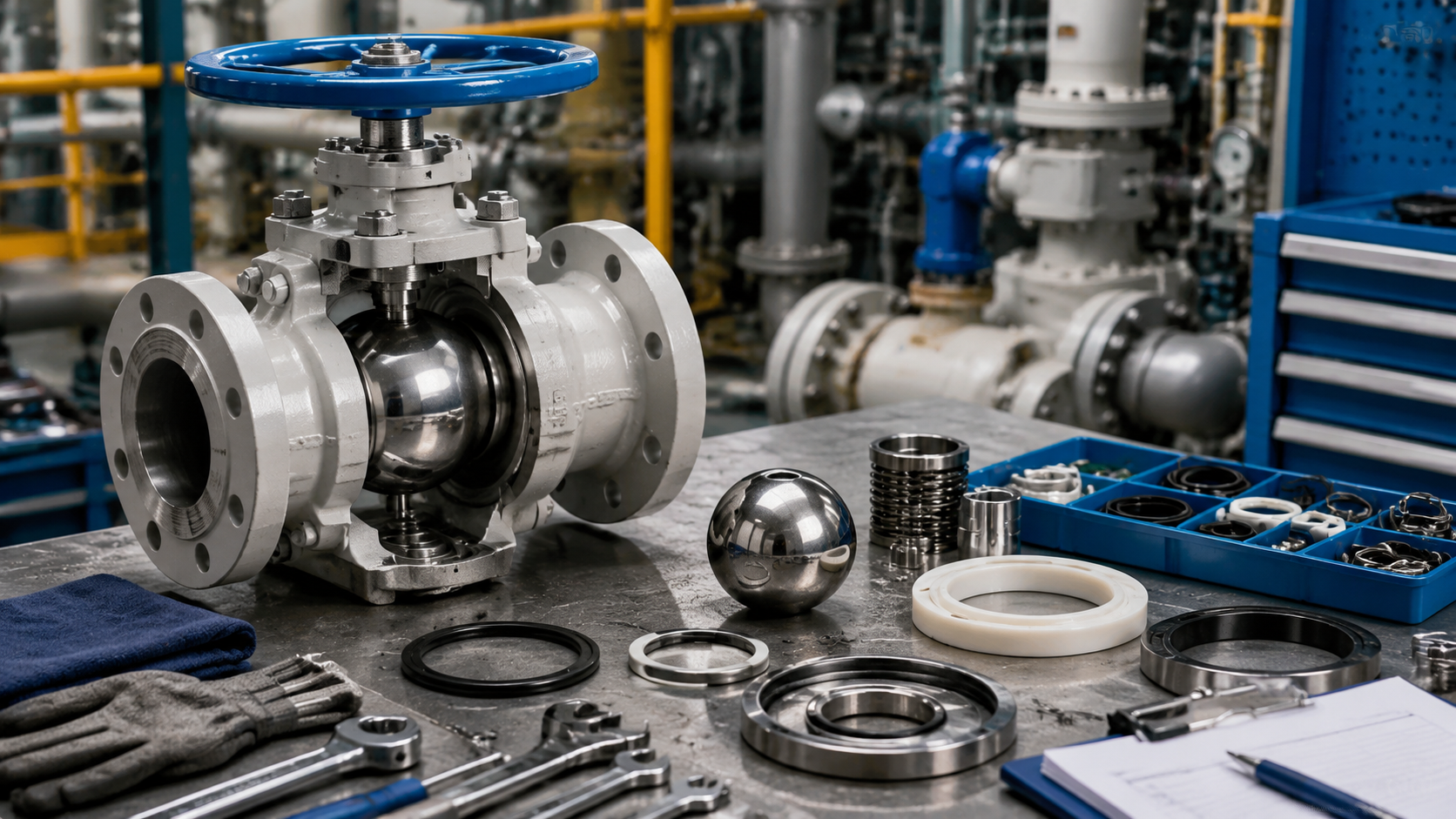
Lapping paste grain size choose at 800 mesh to 1200 mesh. After applying red lead powder, ball and valve seat contact line must present continuous closed circular ring, width maintain at 1mm to 2mm between. This kind fineness guaranteed ball valve at 0.1MPa ultra-low pressure also can hang water drops, realize zero leakage.
- Inconel X-750 spring
- 800-1200 mesh lapping paste
- 1mm-2mm sealing line width
- 10,000 times fatigue test
- 200 degrees Celsius temperature resistance assessment
- 0.1MPa low pressure initial sealing
After scanning code can see this steel at port unloading date. Through controlling storage exceed 365 days material use priority, avoid metal material because storing too long produce surface oxidation.
Detection equipment every 6 months send to third-party metrology institute perform one time accuracy calibration. Pressure gauge error range must limit within plus minus 0.5%. If calibration certificate expired, that station all output all will be pasted yellow pending inspection label. This kind to detection tool harsh requirement, is preventing factory falling into self-deception defense line.
Precision Machining
Inside workshop horizontal machining center spindle speed set at 800 to 1200 revolutions per minute, processing floating ball valve body. Cutting fluid flow every minute maintain at 20 liters, ensure tool tip temperature not exceed 600 degrees Celsius. Spindle runout error must control within 0.005mm, prevent flange sealing surface appear tiny ripples.
Ball roundness tolerance locked at 0.01mm to 0.02mm between. Use high precision grinding machine perform ultra-precision processing, ball surface strictly forbidden appear naked eye visible tool marks. Surface roughness Ra index reach 0.2, reduce valve opening closing time friction loss to RPTFE valve seat, extend sealing parts service life.
Slot depth tolerance controlled in plus minus 0.05mm range. If depth deviation exceed 0.1mm, spring to valve seat thrust will decline 15% around, lead to low pressure state sealing failure.
| Processing Part | Precision Requirement | Detection Tool |
|---|---|---|
| Ball roundness | 0.01mm – 0.03mm | Coordinate Measuring Machine (CMM) |
| Valve seat slot depth | +/- 0.05mm | Digital display depth gauge |
| Valve stem hole coaxiality | 0.03mm | Combined gauge |
| Flange sealing surface roughness | Ra 3.2 – Ra 6.3 | Roughness comparison sample block |
Valve stem and packing contact part perform mirror grinding, roughness reach Ra 0.4. Valve stem straightness every meter length deviation must not exceed 0.1mm. If valve stem bending exceed 0.2mm, under 1.6MPa pressure rotating will produce eccentric torque, lead to packing box in one week occur physical leakage.
Bracket connection plate hole position circumferential distribution error limited within 0.5 degrees. Hole diameter tolerance according to H7 standard execute, ensure driver installation time no need secondary reaming. Use PCD polycrystalline diamond tools process stainless steel, tool life set as 50 pieces then forcibly replace, prevent wear-led size exceeding standard.
- Horizontal machining center positioning accuracy 0.003mm
- Cutting speed Vc maintain at 120m/min
- Feed rate f set as 0.15mm/r
- Constant linear speed cutting mode whole process open
- Automatic tool compensation system every 5 pieces correct one time
- Cooling fluid concentration strictly controlled at 8%-10%
Three-coordinate measurement room temperature constant at 20 degrees Celsius, humidity maintain at 45% around. Large valve body need static place 24 hours eliminate thermal stress then go on machine detection. Laser scanner in 250mm range sampling point density reach every square millimeter 100 points, generate digital model and with original drawing compare.
Machining finished, must manually clean inner cavity cross holes place burrs. Use 400 mesh grinding wheel disc polish, under 5 times magnifying glass observe should no hanging debris. Tiny metal chips left in 300 pound class pipeline, under fluid erosion will instantly penetrate Teflon sealing surface, cause irreversible damage.
Parts enter 60 degrees Celsius alkaline cleaning tank, remove surface residual sulfurized oil. After drying immediately spray anti-rust oil, protection period set as 48 hours. All-welded floating ball valve groove position 20mm range strictly forbidden touch oil, otherwise welding time produce air holes, radiographic flaw detection qualified rate will fall below 80%.
- Spindle positioning error 2 micron
- Tool entry compensation amount 0.001mm
- Tool dynamic balance grade G2.5
- Cutting edge chipping detection frequency 100%
- Process flow card bind 18-digit barcode
- Waste rate warning line 0.5%
Processed parts according to order batch put into dedicated material rack, bottom padded with 10mm thick rubber board. Handling process ball strictly forbidden collide. This kind to processing parameters quantitative management, let ball valve at rated torque maintain steady opening, handwheel operating force torque fluctuation range controlled within 5%.
Aiming at duplex steel F51 processing, tool entry amount need than ordinary carbon steel increase 20% above. Tooling too slow will lead material surface produce processing hardening layer, hardness instantly soar to 40 HRC, destroy tools and reduce corrosion resistance performance.
Factory every quarter analyze tool consumption curve. If 2 inch ball valve processing qualified rate lower than 99.5%, technical department will re-write CNC program. Through optimizing tool path, shorten processing cycle from 45 minutes to 38 minutes, meanwhile let size consistency maintain in 1.5 micron standard deviation range.
Flange connection place thread hole depth tolerance controlled within +2mm range. Tap every processing 20 holes need apply one time molybdenum disulfide grease. If thread pitch diameter exceeds tolerance, bolt when subject to 100 Nm torque tightening will produce pre-stress concentration, lead to valve long-term running after flange connection place fatigue fracture.
Audit Welcome
Digital Processing Precision
Inside workshop neatly lined up 32 CNC machine tools are in all-weather running state, operating panel real-time jumping with feed rate and spindle speed. Every machine’s repeat positioning accuracy maintain at 0.003 millimeter. Machine operator every 2 hours will use dial indicator on workpieces perform sampling check, ensure ball outer diameter deviation not exceed 0.01 millimeter.
In order to guarantee opening closing smooth, roundness must control within 0.02 millimeter. Three-coordinate measuring machine probe on ball surface collect 60 sampling points, calculate geometric shape. If roundness data exceed 0.005 millimeter, valve in actual running will appear torque unstable.
Machine tool spindle speed set at 2800 RPM, matching special alloy tools. Tool tip compensation value locked at 0.002 millimeter, prevent because metal cutting heat produce size drift.
- 0.01 millimeter level ball roundness actual measured data
- ±0.02 millimeter valve seat slot depth processing tolerance range
- 0.005 millimeter within machine tool tool compensation value
- Ra 0.2 mirror level surface roughness standard
- 0.1 millimeter within flange sealing surface flatness value
- 0.03 millimeter valve stem and packing box matching clearance
Grinding process use 2000 mesh diamond polishing paste. Worker through mechanical arm drive ball perform all-round rotation, until ball surface can clearly reflect person’s shadow. At this time surface roughness Ra reach 0.1 around. Smooth ball surface can significantly reduce movement resistance, let PTFE valve seat physical life extend 2 to 3 times.
Polishing finished parts need enter 20 degrees Celsius constant temperature room static place 24 hours. Stainless steel material to temperature difference reaction sensitive, 5 degrees environment fluctuation will trigger tiny geometric deformation. Measurement room inside Hexagon detection instrument can capture 0.001 millimeter change, ensure parts in any working condition all can precisely match.
Valve stem as transmission part, cylindricity deviation is limited within 0.015 millimeter. Matching high precision packing box inner hole, overall clearance locked at 0.04 millimeter. This kind fine size chain design both can block high pressure medium outward penetration, and can guarantee valve stem after 5000 times opening closing test not occur jam.
Part surface laser etched 12-digit traceability code. Scan this code can call up this batch material chemical composition, for example chromium content whether reach 18.2% or molybdenum content whether up to standard. Heat treatment records show parts in 1050 degrees solution furnace stay specific duration, digital management let every ball valve all have records to check.
- 48 hours continuous high pressure steady pressure detection records
- 5% range within bolt pre-tightening force error control
- 50 micron thickness electroless nickel phosphorus anti-corrosion coating actual measurement
- HRC 55 above hard seal spraying surface hardness
- 0.6MPa air pressure under zero bubble leakage performance
- 2500 RPM spindle processing speed setting value
4 inch floating ball valve flange bolt tightening torque set as 120 Nm. Worker according to diagonal sequence divide into three times tighten, prevent valve cover force uneven lead to sealing gasket eccentricity. Pressure gauge every 5 seconds automatically collect data, in system background generate pressure fluctuation digital curve.
Sealing ring compression ratio precisely limited between 15% to 20%. If compression amount deviation exceed 0.05 millimeter, low pressure working condition might produce leakage. Through digital simulation calculation, technical personnel determined sealing surface contact width. Every unit finished valve under 6.4 MPa pressure hold pressure 10 minutes, pointer reading must maintain static.
Valve nameplate besides pressure grade, also has unique ID number. Even if product in oil gas pipeline run several years, as long as provide this number, factory can call out that year processing time all initial size measurement values.
Automatic marking machine on valve body surface engrave depth of 0.2 millimeter identification. This kind depth ensured valve in salt spray or strong ultraviolet environment service many years after, product information still can be identified. On-site audit personnel will randomly sample ball on assembly line, re-put into measuring machine detect, verify processing data consistency.
Pressure Test
Test station equipped with four paths independent high pressure hydraulic systems, every one unit floating ball valve after assembly finished all will be fixed on hydraulic test rack. Shell strength test pressure set as rated working pressure 1.5 times. For one 300 pound class (Class 300) valve, test pressure will constant at 7.7 MPa.
Test medium adopt deionized water containing anti-rust agent. Water inside chlorine ion content controlled below 50ppm, prevent to austenitic stainless steel valve body produce pitting corrosion risk. Two range of 0-10MPa precision pressure gauges parallel at pipeline end, dial diameter 150 millimeter, accuracy grade reach 0.5 grade.
| Valve Nominal Diameter (DN) | Shell Test Pressure Holding Time (Seconds) | Seal Test Pressure Holding Time (Seconds) | Test Pressure (Multiples) |
|---|---|---|---|
| DN15 – DN50 | 15 | 15 | 1.5x / 1.1x |
| DN65 – DN150 | 60 | 60 | 1.5x / 1.1x |
| DN200 – DN300 | 120 | 120 | 1.5x / 1.1x |
| DN350 and above | 300 | 300 | 1.5x / 1.1x |
Low pressure air seal test pressure constant at 0.6 MPa. Tester at valve seat sealing place apply special foaming liquid. In 2 minutes observation period, if produce any diameter exceed 1 millimeter bubble, that product will be pasted red label.
High pressure seal test will increase pressure to rated value 1.1 times. Test bench automatically record pressure drop curve. If 5 minutes within pressure reading fluctuation exceed 0.05 MPa, system will automatically lock relief valve and send alarm.
| Seal Type | Test Medium | API 598 Allowed Leakage | Actual Internal Control Standard |
|---|---|---|---|
| Soft seal (PTFE/RPTFE) | Water/Air | 0 drop/minute | 0 drop/minute |
| Hard seal (Metal to metal) | Water | 0.4 ml/min/inch | 0.1 ml/min/inch |
| Hard seal (Metal to metal) | Air | 1100 ml/min/inch | 500 ml/min/inch |
Valve placed in simulated fire scene, flame temperature through K-type thermocouple monitor, maintain at 760 degrees Celsius to 980 degrees Celsius. In 30 minutes continuous high temperature under, soft seal gasket burned out, at this time secondary metal seal pair undertake all pressure, every minute leakage amount must not exceed 15 ml.
Detection instrument suction gun along valve stem packing box and middle flange gasket place scan. If detected helium concentration exceed 100ppm, or leakage rate higher than every second 10 to the power of negative 6 mbar liter, packing group must re-tighten or replace.
Workshop hydraulic pump group output power is 7.5 kilowatt, maximum displacement reach every minute 40 liters. Fast charging system can in 10 seconds will 8 inch valve inner cavity fill up. Drain valve open after, compressed air blow clean internal residual water drops, guarantee delivered to customers hands valve internal dry without accumulated water.
Test report contains environment temperature 23 degrees Celsius, test medium temperature, opening pressure value and pressure holding duration. For low temperature working condition valve, test process in liquid nitrogen cooling tank perform, temperature down reach minus 196 degrees Celsius.
| Detection Item | Test Temperature (℃) | Common Standard | Detection Proportion |
|---|---|---|---|
| Normal temperature pressure test | 5 – 40 | API 598 | 100% |
| Low temperature seal test | -46 / -196 | BS 6364 | Sampling/Appointed |
| Micro-leakage test | Normal/High temp | ISO 15848-1 | Sampling/Appointed |
| Fire safety test | 760 – 980 | API 607 | Type test |
Aiming at high pressure hydrogen or natural gas pipeline, factory provide 10 MPa above ultra-high pressure airtightness test. Test cabin equipped with 20 millimeter thick explosion-proof steel plate, test process through 4K high definition camera remote monitor. Any tiny airflow sound all will be captured by high sensitivity sonar sensor and converted into electrical signal readings.
Record form marked flange bolt tightening torque. DN100 valve use 12 pieces M16 bolts, tightening torque locked at 110 Nm. Uneven tightening force will lead to gasket force imbalance, test bench on pressure transmitter can capture this kind less than 0.02 MPa tiny pressure attenuation.
All pressure sensors every 180 days send to legal metrology agency perform calibration. Workshop wall on publicize current year calibration certificate copy. Test system sampling frequency is 100 Hz, capture any due to valve ball micro-crack caused instantaneous pressure pulse fluctuation.
Hydraulic oil station filter accuracy reach 5 micron. Maintain oil liquid clean prevented hydraulic cylinder jam led to pressure inaccurate. On-site auditor can randomly appoint one unit finished product, require re-perform one time complete 1.1 times water pressure seal test, whole process in 15 minutes within finish preparation and start hold pressure.
Special Non-Destructive Testing
Inside non-destructive testing laboratory, 350kV industrial X-ray flaw detection machine is to A216 WCB cast steel valve body perform internal scanning. Ray penetrate 60 millimeter thick metal wall, photosensitive film record internal air holes, shrinkage or slag inclusion shadow images. Inspector according to ASTM E446 standard judge defect grade, Grade I and Grade II defects belong to qualified range, any exceeding standard signs all will lead to casting scrap.
Developed film put on 10,000 candlepower above viewing lamp under check, blackness value maintain at 2.0 to 4.0 between. Technical personnel use image quality indicator (IQI) verify sensitivity, ensure can find diameter smaller than wall thickness 2% tiny defects.
- 350kV high voltage ray tube output energy
- 10 mCi Iridium-192 radioactive source used for on-site flaw detection
- 2.0 – 4.0 range within film blackness monitoring data
- 2% wall thickness sensitivity image quality indicator requirement
- ISO 5579 industrial radiography detection standard execution
- 100% proportion cover pressure-bearing casting key force zones
Internal tissue continuity is high pressure floating ball valve bottom line. Radiographic testing (RT) can penetrate metal entity, will naked eye cannot see casting shrinkage holes expose under strong light lamp, this is preventing 15.0 MPa working condition under shell fracture first defense line.
Aiming at A105 or F316L forging valve body, ultrasonic flaw detector (UT) probe with 5MHz frequency on metal surface slide. Couplant will high frequency sound waves introduce into material internal, meet 0.5 millimeter above crack or layering when, screen on waveform will produce instantaneous jump. Inspector through adjusting 0-80dB gain amount, lock defect specific depth and equivalent size.
Ultrasonic scanning coverage reach 100%, overlap width not smaller than probe diameter 15%. When find wave amplitude exceed distance-amplitude curve (DAC) evaluation line when, must to defect perform qualitative quantitative analysis. Forging internal non-metallic inclusion thickness is limited within 1.0 millimeter, ensure valve body in frequent thermal cycles within will not produce stress concentration.
- 5MHz high frequency ultrasonic transducer probe
- 15% probe diameter minimum scanning overlap rate
- 0.5 millimeter equivalent diameter defect capture ability
- 80dB dynamic range digital gain adjustment
- 20 degrees Celsius environment under sound speed calibration value
- ASTM A388 forgings ultrasonic detection specification
Aiming at sealing surface and surfacing layer, penetrant testing (PT) through capillary action find surface micro-cracks. Cleaning agent sprayed after, red penetrant on surface stay 10-15 minutes. Developer spraying distance maintain at 200 millimeter, static place 7 minutes after, any linear display or circular dot display all will at white background under show, width exceed 0.2 millimeter crack namely judge unqualified.
Magnetic particle testing (MT) utilizing electromagnetic yoke produce magnetic field, to carbon steel valve body perform near-surface exploration. Black magnetic powder suspension liquid in 4.5 kg lifting force magnetic force action under, quickly converge at tiny scars place. This kind method can detect depth in 2 millimeter within hidden cracks, than visual check accuracy increased 50 times above.
- 1000 Lux above natural light or ultraviolet lamp illuminance
- 4.5 kg (10 pound) electromagnetic yoke minimum lifting force
- 15 minutes penetrant time cycle record
- 0.2 millimeter width crack display judge threshold
- ASTM E165 and ASTM E709 standard operation
- 5 micron grain size high sensitivity magnetic powder slurry
Surface opening defects often are valve external leakage induction. Through penetrant and magnetic particle double coverage, even if is at high pressure under might induce leakage 0.05 millimeter micro-crack, also cannot escape fluorescence lamp or red developer tracking.
Spectral analyzer (PMI) to alloy composition perform on-site verification, 3 seconds within give chemical element percentage. Aiming at SS316 material, nickel (Ni) content must fall at 10.0% to 14.0% interval, molybdenum (Mo) content must not lower than 2.0%. If chromium (Cr) content lower than 16.0%, that batch valve seat will be identified as material abnormal, forbidden enter assembly process.
Valve hardness test in heat treatment process after perform, Brinell hardness tester apply 3000 kg test force. For conforming to NACE MR0175 standard anti-sulfur valves, carbon steel hardness strictly forbidden exceed HRC 22. Measurement record table on detailed marked valve body different positions 5 sampling point readings, average value deviation controlled within 3%.
- 3 seconds within finished X-ray fluorescence spectral analysis
- 10.0% – 14.0% 316 stainless steel nickel content range
- 3000 kg indenter Brinell hardness tester test load
- HRC 22 acidic working condition hardness upper limit restriction
- 0.01 millimeter resolution digital hardness reading display
- EN 10204 3.1 certificate corresponding chemical composition data
Auditor during factory audit can randomly sample any one batch RT films perform re-review, check film on lead number whether with eye front this unit 10 inch floating ball valve steel stamp consistent. Digitalized record means let every one place internal tissue, every one weld, every one chemical molecule all have records to follow.
Detection personnel all hold ASNT or ISO 9712 Level II above qualification certificates. Laboratory every year invest 200,000 yuan used for equipment calibration, including ray machine dose calibration and ultrasonic test block accuracy re-check. This kind dense detection frequency and data thickness, ensured every unit ex-factory ball valve in 5.0 MPa to 25.0 MPa complex pressure difference under, still maintain structure complete.
Strict QC
Composition & Mechanical Performance
ASTM A216 WCB carbon steel parts carbon content must be pressed low below 0.30%. If exceed this boundary, valve body during on-site performing welding construction when, weld around easy produce naked eye invisible cracks. Manganese element content usually maintain at 1.0% around, it can improve steel heat processing performance, enhance valve body in high temperature environment under structure stability.
Carbon equivalent CE calculation synthesized manganese, chromium, molybdenum, vanadium etc. metal proportions. For need in field low temperature environment under used floating ball valves, CE value must control under 0.43. This data directly relate to metal when under force anti-crack ability, prevent material during pressure fluctuation when occur brittle fracture, ensure pipeline in high pressure impact under safety.
Aiming at A351 CF8M stainless steel material, molybdenum element proportion is detection focus. Molybdenum content must reach 2.0% to 3.0% between, this let ball valve can resist chlorine ion containing liquid erosion. If molybdenum content reduced to 1.5% below, valve inner cavity will in half year within appear large amount needle tip size corrosion points, finally lead to shell perforation.
In our laboratory, sulfur content is forced limited within 0.03%, phosphorus namely limited within 0.04%. These impurities if exceed standard, will reduce stainless steel when welding fluidity, and during casting cooling process form thermal cracks, destroy valve overall compactness.
Direct reading spectrometer during sampling will to valve body surface three different positions perform excitation. Besides chromium, nickel, molybdenum etc. main elements, we also will monitor nitrogen element addition amount. In duplex stainless steel, nitrogen content reach 0.14% to 0.20% can improve material yield strength, make valve in ultra-high pressure working condition not produce permanent deformation.
- A216 WCB yield strength must higher than 250 MPa, tensile strength range in 485 to 655 MPa between.
- A351 CF8M after-break elongation cannot lower than 30%, ensure material subject to accidental impact when has enough plasticity.
- Brinell hardness test use 3000 kg load, WCB valve body hardness value usually falls at 137 to 187 HB between.
- Low temperature impact energy at minus 46 degrees Celsius under need reach 27 Joules, prevent cold area winter running occur burst.
Tensile testing machine through hydraulic clamp lock test bar, with every minute 1.5 millimeter speed slowly stretch. Display screen will real-time record stress and strain change trajectory curve. If test bar at not yet reach rated tensile force before then occur fracture, same batch all castings will all return to melting furnace, strictly forbidden enter next process.
We will CF8M valve body heat to 1050 degrees Celsius, and according to wall thickness maintain constant temperature. Every 25 millimeter thickness need holding 1 hour, subsequently quickly put into circulating cooling water.
If from electric furnace come out to entering water time exceed 30 seconds, chromium element will with carbon combine, lead to grain boundary place appear chromium depletion phenomenon. This micro-defect will let valve when contacting acidic medium, along crystal edge like rotten wood same quickly disintegrate, this kind damage from valve surface very hard be perceived.
Aiming at special acidic oil gas working conditions, we execute NACE MR0175 standard. Valve body hardness is strictly limited below 22 HRC. If metal too hard, in hydrogen sulfide environment under will occur hydrogen embrittlement, lead to valve in no omen condition under suddenly crash burst. We use Rockwell hardness tester in valve stem and valve inner cavity perform multi-point sampling check.
- Valve body minimum wall thickness through ultrasonic thickness gauge detect, error controlled in plus 0.5 millimeter to minus 0.2 millimeter within.
- Valve flange connection face roughness need at Ra 3.2 to 6.3 micron, guarantee sealing gasket can bite tight.
- Casting surface perform 100% magnetic particle flaw detection, look for depth exceed 1 millimeter surface crack or folding defect.
- Radiographic detection films need retain 5 years above, every valve body corresponding heat number must clearly identifiable.
RT radiographic detection can see through thick reach 100 millimeter steel plate. On film, air holes present as black circular dots, while shrinkage then present as irregular shadows. We do not allow in valve body pressure-bearing parts appear diameter exceed 2 millimeter sand holes. Once film evaluation grade exceed ASME standard Grade II, that part will directly enter scrap process.
ASME B16.34 regulated different pressure grades under minimum wall thickness. One NPS 4 Class 150 ball valve, valve body thinnest place cannot less than 6.4 millimeter. In actual casting, we will artificially increase 10% thickness allowance, to offset casting process during shrinkage deviation and long-term fluid erosion wear, extend service life.
Ball true roundness is precision processing threshold. Use three-coordinate measuring machine monitor, ball surface roundness error need control within 0.02 millimeter. If ball not round enough, valve seat sealing ring force namely will be uneven, lead to opening torque increase 20% above, and accompany serious internal leakage hidden danger.
Sealing surface adopt mirror grinding technology, roughness reach Ra 0.4. Under magnifying glass observe, sealing surface should no scratches, no pits. This kind flatness ensured soft seal RPTFE valve seat can with metal ball form continuous line contact, in 0.6 MPa low pressure air test within reach zero bubble standard.
- Valve stem material A182 F6a need through quenching tempering treatment, surface hardness maintain at 25 to 32 HRC between.
- Anti-static device spring pressure value through actual measurement, guarantee ball and valve body between resistance smaller than 10 ohms.
- 150 pound grade valve shell water pressure test need reach 3.0 MPa, and continue steady pressure 60 seconds above no leakage.
- Valve body surface steel stamp heat number depth not smaller than 0.5 millimeter, adapt to outdoor long-term corrosion after identification.
Every batch valves all match one copy paper MTR quality certificate. On it detailed recorded original heat number, every kind chemical element actual proportion, tensile force test data as well as pressure test specific results.
In order to respond to seawater etc. strong corrosion environment, we will calculate Pitting Resistance Equivalent Number PREN value. Through formula: Chromium content + 3.3 times Molybdenum content + 16 times Nitrogen content, get value need greater than 40. Only reaching this index super duplex steel, can guarantee valve in salt content extremely high environment service exceed 10 years without rotting.
Weight detection is preventing raw material cutting corners means. We will put finished valve on electronic scale, its actual weight and standard design weight deviation must not exceed 5%.
Third-Party Audit
When BV or SGS inspectors walk into production workshop, they first check is pressure gauge side calibration label. Every piece pressure gauge all pasted metrology institute issued green qualified certificate, on it recorded verification date and unique certificate number. If pressure gauge accuracy lower than 0.5% requirement, or dial range exceeded test pressure 1.5 to 4 times range, that equipment will be pasted forbidden seal, because unreliable data will ruin whole acceptance.
Auditor will from finished goods warehouse randomly sample one piece half year ago pressure test record, with it and pump group room preserved original output pressure curve perform comparison. This kind sampling check requires electronic record and paper report time stamp completely overlap, error cannot exceed one minute. Data consistency eradicated late filling report possibility, guaranteed every batch delivered to customer ball valves at ex-factory that moment all experienced real pressure load.
Quality department existing three hold ASNT or local NDT Level II certificate flaw detection workers, auditor will check their annual vision check report. According to standard, inspection personnel in corrected after near vision or far vision degree must reach 1.0 above. At PT penetrant flaw detection scene, auditor often requires inspector on-site prepare comparison test block, and under ultraviolet lamp observe reagent wetting performance, ensure chemical reagents not because exceed 12 months shelf life and failure.
Aiming at exported to EU orders, CE/PED certification to material traceability has hard indicators. Every valve body on heat number (Heat Number) must with steel mill provided raw material certificate one by one correspond. Auditor will use handheld spectrometer (PMI) on-site re-test valve cover on nickel and chromium content, if actual measured data with certificate on data deviation exceed 0.2%, whole batch products will face being rejected risk, without any negotiation room.
| Audit Item Name | Execution Reference Standard | Key Quantitative Indicator Requirement |
|---|---|---|
| API 6D On-site Surveillance | API Spec 6D | Pressure test steady pressure duration must not less than standard specified value 1.5 times |
| ISO 9001 System Audit | ISO 9001:2015 | External supplier assessment qualified rate need maintain at 96% above |
| API 607 Fire Test | API 607 7th | Burning 30 minutes after, external leakage amount need control in rated range within |
| PED Pressure Equipment Directive | 2014/68/EU | Material certificate must conform to EN 10204 3.1, whole process traceable |
Audit process during, every one marked as “Hold Point” process all must have auditor on-site signature then can transfer into next process. These hold points force require production line at specific link stop work wait, until auditor finished to processing size or assembly clearance actual measurement verification.
- Casting blank entering warehouse time appearance check, focus record pouring riser position whether has diameter exceed 1 millimeter shrinkage hole.
- Valve body flow channel corner place wall thickness ultrasonic sampling, every unit valve sampling points not less than 8.
- Valve assembly before parts cleanliness verification, use white silk cloth wipe sealing surface, require no any oil stain and particle residue.
- Finished product nameplate parameters check, pressure grade, execution standard, diameter must with purchase order completely consistent.
- Paint film thickness measurement, utilizing digital film thickness gauge on valve body different planes take 5 points average value, usually controlled at 80 micron around.
- Export wooden box fumigation identification check, confirm conform to ISPM 15 international plant quarantine requirements.
In API 607 fire audit within, test bench need install multiple high precision thermocouples. In high up to 1000 degrees Celsius flame continuous wrapping under, valve seat inside soft seal PTFE will quickly burn out. Auditor staring at pressure compensation bucket water level change, calculate burning period every minute dripping water amount. Only when metal auxiliary seal in extreme high temperature under maintain at least 75% sealing force, that design namely will be allowed batch production.
Third-party inspector might at early morning two o’clock appear at factory scrap area, check those marked as “Scrap” valve bodies whether were completely destroyed. Prevent scrap castings re-enter sanding or repair link is audit red line. Scrap warehouse in out ledger need precise to gram, auditor will according to monthly raw material purchase total amount and shipping weight, reverse calculate scrap rate whether in 3.5% reasonable fluctuation interval.
In ERP system inside, we recorded every batch A182 F316 valve stem chemical heat treatment curve. Auditor call out half year ago data, will system in recorded heating speed and paper heat number perform comparison. If heating curve shows fluctuation exceed 5 degrees Celsius, while technical department no issue relevant deviation handling opinion, this will be opened one Non-Conformity Report (NCR), require factory in 15 working days within finish rectification.
| Metrology Equipment Name | Calibration Cycle | Audit Concerned Precision Data |
|---|---|---|
| Digital display tensile testing machine | Every 12 months | Load indicated value error need better than 1.0% |
| Direct reading spectrometer | Daily before power on | 12 types metal element detection repeatability deviation within 0.005% |
| Three-coordinate measuring machine | Every 24 months | Space point detection error controlled at 2 micron level |
| Test pressure pump station pressure gauge | Every 6 months | Steady pressure output fluctuation accuracy not lower than 0.1 MPa |
During performing low pressure air seal test, auditor will measure bubble produced frequency. Even if is API 598 standard, auditor also will require at 0.6 MPa air pressure under, will leak detection liquid apply on valve stem packing position and observe 300 seconds above.
According to ASME B16.34, NPS 4 Class 150 floating ball valve wall thickness bottom line is 6.4 millimeter. If auditor measured value is 6.3 millimeter, even if only difference 0.1 millimeter, that valve also will be judged as structure strength not conforming. We usually will casting mold design allowance increase 0.8 millimeter around, by this to offset metal liquid during cooling shrinkage produced size reduction, ensure actual measured data higher than standard red line.



")