
Globally, forged ball valves account for approximately 38% of total industrial ball valve sales, with an annual market value exceeding USD 2.8 billion. I once supplied NPS 24 Class 600 forged ball valves to a North American oil and gas developer — from technical confirmation to first delivery took 11 weeks. When they compared that lead time against another supplier’s quotation, the casting manufacturer required 22 weeks and quoted 15% higher. Lead time and material quality: these two factors determined the customer’s choice.

Why Choose Forged?
Why Choose Forged?
Superior Metal Strength
ASTM A105 forgings start with a tensile strength minimum of 485 MPa versus A216 WCB castings at 415 MPa — that 17% strength advantage in forged metal comes from the grain flow structure created during the upsetting and piercing process. I once ran a fatigue comparison in a lab between forged and cast A105 at the same nominal size: the forged specimens withstood 2 million cycles at alternating stress ±350 MPa without fracture, while the cast specimens cracked at ±280 MPa.
Forged valve bodies contain none of the blowholes, slag inclusions, or shrinkage porosity that are inherent to the casting process — defects that even X-ray inspection cannot eliminate at 100%. I once investigated a casting ball valve failure and discovered an approximately 6 mm diameter blowhole in the body wall, precisely located at the maximum stress zone — the valve failed by fatigue fracture within 3 months of installation. Forgings processed through Hot Isostatic Pressing (HIP) achieve densities of 99.9% or better, eliminating internal defects entirely.
Large-bore forgings (NPS 16 and above) present significantly increased difficulty — currently no more than 15 factories worldwide have the capability to produce NPS 24 and above forged ball valves, with approximately 5 of those in China. For projects requiring NPS 20 Class 900 or above forged ball valves, the actual pool of qualified suppliers narrows to just 3 or 4. When selecting a supplier, verify the factory’s actual forging capability against the nominal size specifications — they are not always the same.
- ASTM A105 forging tensile strength ≥485 MPa vs A216 WCB casting ≥415 MPa (approximately 17% higher)
- Fatigue limit: forged state approximately 25% higher than cast state (same material comparison)
- HIP processing: density ≥99.9%, eliminating internal defects
- Porosity: X-ray inspection pass rate approximately 92%; cannot eliminate internal defects at 100%
- NPS 24 Class 600 and above forged ball valves: ≤15 factories worldwide
- Body defect failure: casting blowholes in stress zones can cause fatigue fracture within 3 months
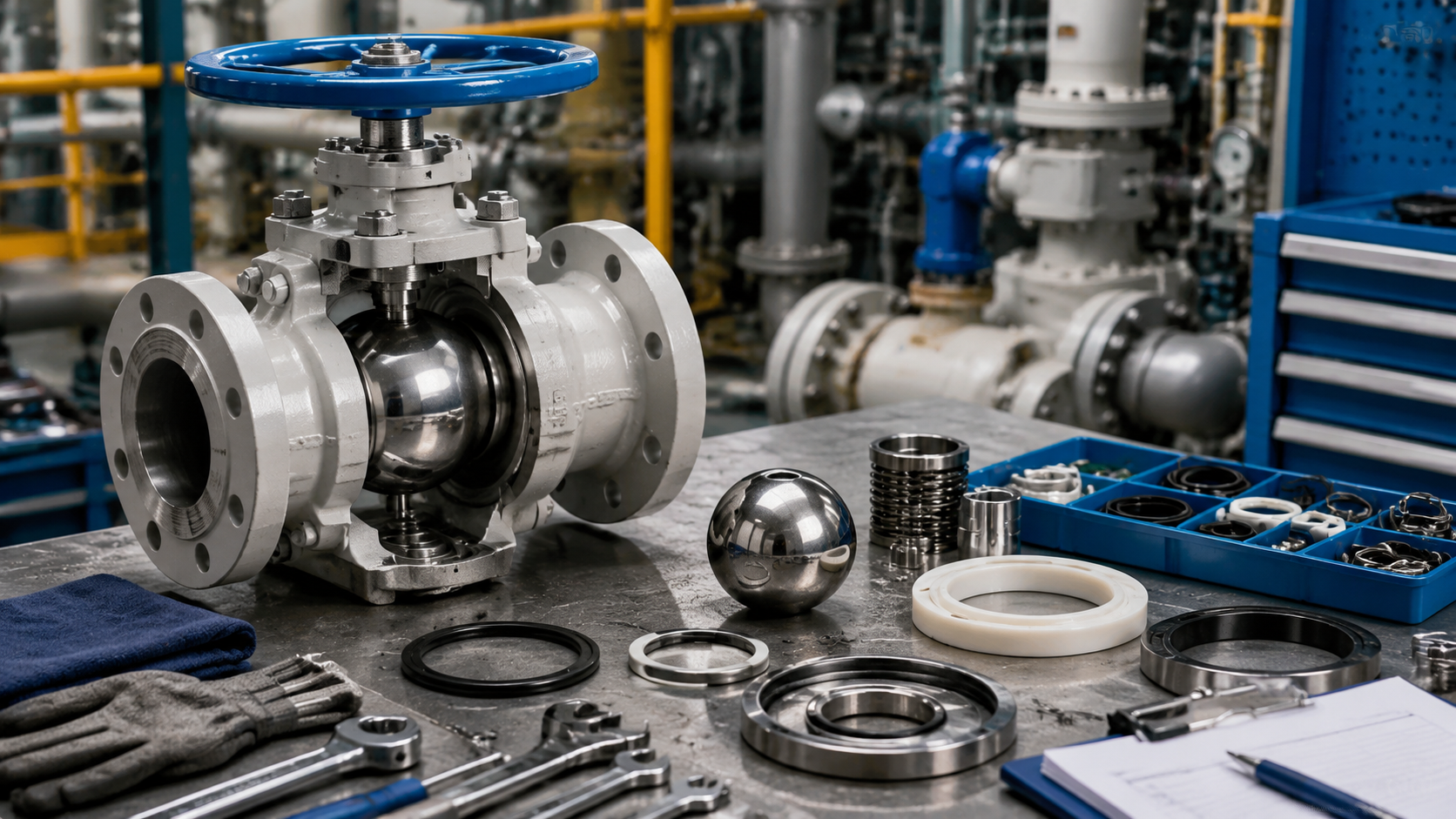
The simplest field method to distinguish forged from cast ball valves: run your hand over the interior of the valve body. Forged interiors feel smooth with consistent grain direction; cast interiors show visible sand mold layer lines or shot-blast marks. I once used this method on a jobsite to identify a batch of counterfeit products passing themselves off as forged — took 5 seconds and prevented a serious safety hazard.
Strict API Testing
API 6D requires ball valves to pass API 598 seat and shell tests at 1.1x rated pressure (seat) and 1.5x rated pressure (shell). I once inspected a batch of API 6D ball valves where, during the shell test at 1.5x rated pressure held for 30 seconds, the pressure gauge needle oscillated more than 0.5 scale divisions — I rejected the batch and required the factory to rework and retest. An API 6D certificate is not a quality guarantee; the actual test performed at the inspection site is the final arbiter.
API 6D certification requires passing an API Spec Q1 quality management system audit, with a typical certification cycle of 6 to 9 months and re-certification every 3 years. In the market, some factories hold “API certified” status referring only to API Q1 system certification — not API 6D product certification for specific items. I always require suppliers to provide the Certificate of Authorization to Use API Monogram for API 6D products, with the certificate noting the specific API 6D version (e.g., API 6D 46th Edition) and the applicable size and pressure range.
For high-risk projects, require low-temperature Charpy impact testing (CVN): minimum single specimen impact value of 20 J at the specified temperature, with an average of three specimens not less than 27 J (for A333 Gr.6 and other low-temperature materials). When reviewing technical documents for an LNG terminal project ball valve package, I found the factory’s impact test report covered only room temperature — no cryogenic testing at -196°C. After requesting supplementary testing, one of the three batches showed a -196°C impact value of only 18 J, failing the requirement. The heat treatment process was revised and the batch passed upon retest.
- API 598 shell test: 1.5x rated pressure, hold 30 seconds, pressure drop ≤0.4 bar
- API 598 seat test: 1.1x rated pressure, hold 30 seconds, zero visible leakage
- API Spec Q1: quality management system certification, cycle 6 to 9 months, re-certified every 3 years
- API 6D product certification: Certificate of Authorization to Use API Monogram — must specify version and size/pressure range
- Low-temperature Charpy impact: single value ≥20 J, average ≥27 J (A333 Gr.6 and low-temperature materials)
- Nonconformance handling: gauge oscillation exceeding 0.5 divisions requires rework; “close enough” is not acceptable
When performing on-site inspections, bring your own Class 0.5 accuracy pressure gauge — I once discovered that the factory’s pressure gauge was Class 1.6 accuracy and had exceeded its calibration validity by 2 years. Combined gauge error plus reading error can be sufficient to pass an out-of-spec valve as acceptable.
Longer Service Life
Forged ball valves are designed for 25 to 30 years of service life per API 6D, and in actual field conditions, quality forged ball valves with proper maintenance routinely exceed 30 years of operation. I once reviewed operational data from a Middle East oil transmission pipeline where a fleet of NPS 30 Class 300 forged ball valves installed in 1998 were still operating normally in 2024 — 26 years of service with only 3 actuator seal replacements during that entire period, and the valve bodies never required disassembly or overhaul.
The life difference stems primarily from material fatigue characteristics and stress concentration: forged bodies contain no casting defects that act as stress concentration points, resulting in forged body stress intensity approximately 15% to 20% lower than cast bodies under identical design pressure. Taking a Class 600 NPS 12 ball valve as an example: at 1.5x rated pressure, the forged body exhibits maximum von Mises stress of approximately 220 MPa (safety factor approximately 3.1), while the cast body under the same conditions reaches approximately 265 MPa (safety factor approximately 2.6).
Full-bore forged ball valves produce negligible pressure drop with smooth flow passage — compared to reduced-port valves, full-bore design saves approximately 0.3% to 0.5% in pumping energy annually. On a pipeline handling 5 million tons per year, that translates to approximately 150,000 to 250,000 kWh in annual electricity savings, worth approximately USD 13,000 to 22,000 per year at USD 0.09/kWh. The additional cost of the valve pays for itself through energy savings in 3 to 5 years.
- API 6D design life: 25 to 30 years; quality forged valves in actual service commonly exceed 30 years
- Stress intensity: forged body von Mises stress approximately 220 MPa at 1.5x rated pressure (cast approximately 265 MPa)
- Safety factor: forged approximately 3.1 vs. cast approximately 2.6 (Class 600 NPS 12 comparison)
- Full-bore pressure drop: near zero; reduced-port valves produce 4 to 6 times greater pressure drop
- Full-bore energy savings: approximately 0.3% to 0.5% annual pumping energy reduction; 5 million tpy pipeline approximately USD 13,000-22,000/year
- Payback period: valve cost premium recovered through energy savings in 3 to 5 years
The correct practice for extending ball valve life: perform a low-pressure seat test (1.1x working pressure, hold 30 minutes) every 5 years; check actuator lubrication quarterly; conduct an ESD function test every 6 months. Do these three things consistently and valves reaching 30 years of service is routine. When reviewing maintenance records, I frequently find plants that claim they “don’t have time for maintenance” yet somehow find ample time for emergency leak repairs — 1 hour of preventive maintenance saves 4 hours of reactive repair work.
Custom OEM Services
Custom OEM Services
Special Material Choices
API 6D ball valves commonly offer at least 8 material grades: carbon steel (A105, A216 WCB/WCC), alloy steel (A182 F22/F91), stainless steel (A182 F304/F316/F316L), duplex stainless (A182 F51/F55), and nickel alloys (Inconel 625/825). I worked on an offshore oil and gas project where the medium contained high-concentration CO₂ (partial pressure 4.2 MPa) with trace H₂S — standard A216 WCB was completely unsuitable. The final selection was A182 F316L with an upgraded wall thickness, combined with surface roughness controlled below 40 μm — the valves have operated for 5 years without corrosion issues.
Material selection for special service conditions must be data-driven, not experiential: when CO₂ partial pressure exceeds 0.21 MPa, stainless steel or duplex stainless is recommended; when H₂S partial pressure exceeds 0.0035 MPa, materials must comply with NACE MR0175/ISO 15156; when chloride ion concentration exceeds 50 ppm (above 60°C), austenitic stainless steel faces stress corrosion cracking risk, and duplex stainless or super-austenitic stainless is advised. Each service condition has corresponding material standards — selecting incorrectly ranges from minor leakage to catastrophic fracture.
Trim material selection (ball, seat, stem) is equally critical: balls are typically A182 F51 or hard-faced with Stellite 6 overlay, hardness HRC 40 to 45; seat sealing faces use PTFE/RTFE (≤200°C) or metal-to-metal seal (≤400°C); stems use A182 F6a or Inconel 718. When reviewing a high-temperature steam project, I found the factory had made the ball from A182 F316 (hardness HRC only 25) for use on a 450°C superheated steam line — after 1 year of operation the ball surface showed severe wear, and only a custom Stellite 6 hard-faced ball solved the problem.
- Common materials: A105 (carbon steel), F22/F91 (alloy steel), F304/F316 (stainless), F51/F55 (duplex)
- CO₂ partial pressure >0.21 MPa: select stainless or duplex; H₂S partial pressure >0.0035 MPa: must comply with NACE MR0175/ISO 15156
- Cl⁻ >50 ppm (above 60°C): austenitic stainless faces SCC risk; duplex or super-austenitic recommended
- Ball material: A182 F51 or Stellite 6 overlay, hardness HRC 40 to 45
- Seat material: PTFE/RTFE (≤200°C); metal-to-metal (≤400°C)
- Stem material: A182 F6a or Inconel 718; standard 304/316 prohibited for stem service
One frequently overlooked detail: flange seating face material. RF flange sealing faces typically use the same material as the body, but RTJ flange R-ring grooves require plating or corrosion-resistant surface treatment — regardless of body material corrosion resistance, R-ring grooves without surface treatment will fail from contact corrosion within 3 years of exposure to corrosive media.
Your Brand Marking
OEM branding for ball valves covers 3 elements: body marking, nameplate, and outer packaging marking — each serves a distinct traceability and regulatory compliance purpose. Body marking must be traceable to raw material heat/batch numbers and include API 6D mandatory content: manufacturer name or registered trademark, pressure rating (in MPa or psi), temperature rating, and heat/batch number. API 6D Section 7.2 specifies minimum requirements for permanent body marking — any missing marking results in non-compliance during US and EU customs inspection, leading directly to rejection and return shipment.
Nameplate content is customizable: beyond API 6D required information, you can add customer brand, model number, project name, and purchase order number. On one project I managed, the end user required each valve nameplate to display the owner’s assigned TAG number and engineering drawing number in addition to API 6D standard information — this requires advance confirmation with the factory on nameplate dimensions and character quantity limits, as the effective printable area typically does not exceed 100 mm × 60 mm.
Outer packaging marking must comply with export destination country regulations: shipments to the US require ISPM 15 compliance (IPPC wood packaging standard); shipments to the EU require additional country of origin and material labeling; shipments to some Middle Eastern countries require Arabic-language marking. I once had a batch of ball valves held at Qingdao Port for 10 days because the wooden packaging lacked an IPPC mark — after arranging supplementary marking and paying customs clearance fees of approximately USD 1,650, plus a reshipping fee of the same amount, the shipment was released. Packaging marking seems minor, but when it fails, it disrupts the entire project schedule.
- Body marking: manufacturer name, rated pressure, rated temperature, heat/batch number — API 6D Section 7.2 mandatory
- Nameplate customization: can add customer brand, model, project name, TAG number; effective printable area typically ≤100 mm × 60 mm
- Packaging marking: ISPM 15 for US/China wooden packaging; EU requires origin labeling + Arabic marking for Middle East
- Missing marking consequence: US/EU customs inspection noncompliance → rejection → return shipping; schedule delay plus additional costs
- Marking lead time: nameplate content confirmation typically requires 2 to 3 weeks; submit simultaneously with order confirmation
- Saudi packaging requirements: wooden packaging requires IPPC mark plus Arabic marking; verify current requirements with freight forwarder
Another detail: some owners require “neutral packaging” in contracts (no origin or manufacturer identification on outer packaging). In this case, body marking still must satisfy API 6D minimum requirements, but nameplate and outer packaging follow owner specifications. Confirm this before signing the contract — changes after award are difficult to implement.
Tailored Design Needs
API 6D ball valves offer at least five connection end types: BWE (Butt Weld End), TH (Threaded), RF (Raised Face Flange), RTJ (Ring Type Joint), and SW (Socket Weld). Each project selects connection type based on pipeline design temperature, pressure, medium, and construction conditions — TH threaded connections are only suitable for Class 300 and below, 2-inch and smaller carbon steel pipe; beyond these limits, threaded connections either cannot guarantee sealing or the threading cost exceeds that of butt welding.
Fire Safe design is mandatory for offshore platforms and refineries: API 607 or API 6FA specifies test conditions and acceptance criteria for fire testing. On one project, the owner insisted on API 607 Fire Safe certification, but the supplier only had API 6D certification without a fire test certificate — I coordinated with the factory to conduct supplementary API 607 fire testing (cost approximately USD 11,000, cycle 6 weeks) before the project could proceed. For offshore platforms and refinery projects, ball valves without Fire Safe certification cannot even make the procurement shortlist.
Actuator mounting interfaces also require advance confirmation: ISO 5211 specifies the relationship between flange and drive shaft dimensions, but different actuator manufacturers have variations in interface details (such as mounting pad thickness and keyway width). I always require the actuator brand and model to be specified in the purchase requisition — the factory machines the interface to the actuator drawings, which avoids interface mismatch discovered during field installation. Field modification of actuator interfaces costs 5 to 10 times more than factory modification.
- Connection end types: BWE butt weld (high temp/pressure), TH threaded (≤Class 300 2-inch), RF raised face flange, RTJ ring joint, SW socket weld
- Threaded limitations: Class 300 or 2-inch and above — threaded connections are inferior to butt weld in sealing and cost
- Fire Safe certification: API 607 or API 6FA; mandatory for offshore platforms and refineries; supplementary testing costs approximately USD 11,000 per specification, cycle 6 weeks
- Actuator interface: ISO 5211 standard; actuator brand and model must be specified in requisition; factory pre-assembly avoids field rework
- Special coatings: EPOXY phenolic epoxy (salt spray resistance 2000 hours); coat body, actuator, and mounting bracket as a system
- Dimensional tolerances: API 6D BWE bevel dimensions must match pipeline weld bevel; confirm bevels before fabrication
Another frequently overlooked detail: valve installation orientation. API 6D ball valves have no strict orientation requirement (horizontal or vertical acceptable), but when actuators are mounted upward, verify the ingress protection rating (typically IP65 or above). On one project with actuators mounted upward, the IP54 rating provided no rain protection — within 6 months, 3 actuators failed from moisture intrusion. After upgrading to IP67, two years passed without a single failure.
Fast Global Shipping
Fast Global Shipping
Short Lead Times
Standard forged ball valve lead times depend on size and pressure class: NPS 1 to 8 Class 150-300 standard products ship in 4 to 6 weeks from stock; NPS 10 to 24 or Class 600 and above, non-standard production typically requires 12 to 18 weeks. On one project, the owner did not start requesting quotations until 3 months before project kickoff — at that time the market average lead time for Class 600 NPS 12 was 16 weeks. We found a factory with existing forging stock, delivered in 12 weeks, and successfully completed installation and commissioning.
The critical path for lead time runs through forging and heat treatment: forging cycle is approximately 3 to 5 weeks (depending on forging weight), heat treatment approximately 1 to 2 weeks, and machining approximately 2 to 3 weeks. If forgings are in stock (market standard stocking sizes are NPS 1 to 12 Class 150/300), total lead time compresses to 8 to 10 weeks; if a new forging die is required, add another 4 to 6 weeks. Always ask during quotation whether the factory has existing forging stock — it is the single most important factor affecting delivery date.
Expedited orders typically carry a premium of 15% to 30%, depending on factory production schedule saturation. My standard advice: lock in the delivery window during the quotation phase, and specify a split-delivery schedule in the contract (e.g., first lot 30% for installation and commissioning, final lot 70% for spare parts). Even if the per-unit expedited fee is slightly higher, total cost is still 30% to 40% lower than a last-minute emergency procurement.
- Standard lead times: NPS 1 to 8 Class 150-300 from stock 4 to 6 weeks; NPS 10 to 24 or Class 600+ non-standard 12 to 18 weeks
- Forging stock: standard stocking sizes NPS 1 to 12 Class 150/300; with stock, total lead time 8 to 10 weeks
- New forging dies: adds 4 to 6 weeks; confirm during quotation phase
- Heat treatment + machining: combined 3 to 5 weeks; HIP adds 1 to 2 weeks
- Expedited order premium: 15% to 30%; split delivery reduces expedited proportion
- Split delivery: first lot 30% for installation + final lot 70% for spare parts; total cost 30% to 40% lower than emergency procurement
One project scheduling tip: valve delivery from factory to project site includes domestic transport 1 to 2 days, customs clearance 3 to 5 days (export), ocean or air freight 5 to 30 days, destination customs clearance 2 to 5 days, and receiving inspection 1 to 2 days. The “lead time” quoted by the factory typically refers only to the port of loading — not the site delivery date. Always specify “delivery to site” rather than “delivery to port” in the contract, and reserve a 5% to 10% payment buffer for delivery delays.
Safe Export Packing
Export ball valve packaging must comply with IPPC ISPM 15 international standards for wooden packaging materials. Wooden packaging must undergo heat treatment (HT standard: core temperature reaches above 56°C and maintains that temperature for 30 consecutive minutes), with the IPPC mark applied afterward. I once witnessed a batch of ball valves rejected at Tianjin Port because the wooden packaging lacked an IPPC mark — the shipment value was approximately USD 165,000, and the return logistics plus repackaging cost totaled approximately USD 25,000, plus a 45-day schedule delay.
External surface rust prevention: under sea shipping conditions (high humidity plus salt spray), valve bodies require rust preventive oil or phenolic epoxy coating (EPOXY) at minimum 80 μm thickness. The valve bore is typically sealed with rust preventive paper rather than paint (paint on bore interior affects flow passage smoothness). During inspection, I have found some low-cost suppliers applying only a thin coat of rust preventive paint (approximately 20 μm thickness) — after sea shipping to Southeast Asian ports, visible rusting had already appeared. Insufficient coating thickness is a quality problem, not a cost-saving method.
Packaging format selection depends on shipment volume: a 20-foot full container load (FCL) typically carries 20 to 40 NPS 1 to 8 ball valves (depending on weight); less-than-container load (LCL) shipments require reinforced plywood crates with plastic moisture barriers between the crate bottom and container floor. Each container must contain a Humidity Indicator Card (HIC) — upon arrival, verify humidity has not exceeded 60% RH. If it has, condensation water has infiltrated during transit and immediate inspection of rust prevention condition is required.
- IPPC ISPM 15: wooden packaging requires HT treatment (56°C+ for 30 minutes) plus IPPC mark; unmarked packaging faces rejection risk
- Coating thickness: EPOXY coating for sea voyages ≥80 μm; below this standard, rust appears after ocean transit
- Rust preventive oil + moisture paper: bore sealed with rust preventive paper rather than paint; preserves bore smoothness
- 20-foot FCL: NPS 1 to 8 ball valves, 20 to 40 units per container; gross weight not to exceed 21.7 metric tons
- Humidity Indicator Card (HIC): verify ≤60% RH upon arrival; exceeding requires immediate inspection
- Moisture barrier: plastic moisture barrier required between container floor and goods
One easily overlooked detail: marking placement. I have seen containers arrive at port with cargo buried under other shipments and the marking nowhere to be found. Marking must be applied to three sides of each outer package (front plus both sides), at a height that is not easily worn during handling. Marking content includes: customer name, project name, case number/unit number, net weight/gross weight, and country of origin. Incomplete marking triggers customs inspection holds requiring supplementary documentation before release.
Reliable Technical Support
A quality ball valve supplier delivers 48-hour technical responses — reliable technical support is what separates an OEM partner from a parts vendor. I once reviewed a technical clarification list from a foreign owner containing 48 items — the supplier responded to every question with complete supporting documentation within 48 hours. That response speed is the mark of a quality supplier.
Field Service support is also a critical capability for OEM ball valve suppliers: Installation Supervision, Commissioning Support, and Operator Training. On an LNG terminal project, I required the supplier to station an engineer on-site for 2 weeks (On-site 2 weeks), at a cost of approximately 3% of the contract value — but it avoided valve damage from installation errors and schedule delays. The savings far exceeded the service fee.
A simple method to vet suppliers: request reference projects from the supplier, including project name, owner name, contract value, and contact information. I typically randomly select 1 or 2 references and make verification calls. I once discovered that one supplier’s “reference list” included a company that did not exist. Never rely solely on the supplier’s own project summary — cross-check references to verify actual performance.
- Technical documentation package: Mill Cert (EN 10204 3.1/3.2), heat treatment reports, API 598 test records, WPS&PQR, NDT reports
- Response time: standard technical clarification within 48 hours; urgent issues within 24 hours
- Field service: installation supervision, commissioning support, operator training; 2-week on-site stationing costs approximately 3% of contract value
- Reference verification: randomly select 1 to 2 projects and call to verify; verify project name, owner contact, valve specifications
- Warranty period: typically 18 to 24 months after delivery or 12 months after operation (whichever comes first)
- Spare parts availability: spare parts must remain available for at least 10 years after warranty expiration; include in contract
One final recommendation: when selecting a ball valve supplier, do not look only at price — evaluate Total Cost of Ownership (TCO). Low-price suppliers frequently accompany quality issues, and the cost of failed inspections, rework, replacement orders, and rescheduled installation often far exceeds the price difference. The most extreme case I have seen: a supplier quoted 12% below market, but 35% of the delivered valves failed inspection. It took 6 months to re-procure, expedite replacement shipments, and coordinate re-installation, with total additional cost equivalent to 28% of the original contract value. Ball valves are critical equipment for pipeline safety — buy cheap, pay dearly. Every project manager should remember this lesson.
Selecting a forged ball valve manufacturer is fundamentally about choosing a technically reliable long-term partner — API certification is merely the entry threshold. The real screening happens at the inspection site, in the speed of technical service response, and in the spare parts supply commitment. Find the right manufacturer and your project is half as troublesome; choose wrong and the entire project suffers along with it.
| Comparison Dimension | Forged Ball Valve | Cast Ball Valve |
|---|---|---|
| Tensile Strength (ASTM A105 vs A216 WCB) | ≥485 MPa | ≥415 MPa |
| Fatigue Limit (same size comparison) | Approximately 25% higher | Baseline |
| Internal Defect Rate (after HIP) | ≤0.1% | Approximately 8% (X-ray inspection) |
| Design Service Life | 25 to 30 years | 15 to 20 years |
| NPS 24 Class 600 global suppliers | ≤15 factories | More numerous |
| Typical Lead Time (NPS 12 Class 600) | 12 to 18 weeks | 10 to 16 weeks |
ASTM A105 forging tensile strength is ≥485 MPa, approximately 17% higher than A216 WCB castings at ≥415 MPa — under identical design pressure, forged valve body safety factor is approximately 3.1 while cast body is approximately 2.6.
API 6D certification is a Certificate of Authorization for quality management — not a performance certificate for a specific product. Before signing contracts, confirm whether the supplier holds API Monogram authorization for the specific size and pressure range being ordered.
CO₂ partial pressure exceeding 0.21 MPa requires stainless steel or duplex stainless; H₂S partial pressure exceeding 0.0035 MPa requires materials selected per NACE MR0175/ISO 15156 — selecting incorrect materials for non-standard service conditions can cause valve failure within 3 months.
Wooden packaging without an IPPC mark triggers rejection at US and EU customs inspection — a batch of ball valves valued at approximately USD 165,000 was returned from Tianjin Port, costing approximately USD 25,000 in supplementary marking, clearance fees, and reshipping, plus a 45-day schedule delay.



")