
Floating ball valve through sphere between valve seats micro-floating realizes sealing, medium pressure (such as 0.6–4.0 MPa) pushes sphere pressing tightly downstream valve seat, forming self-sealing structure.
When opening rotate valve stem 90°, through-hole aligning realizes full bore (flow resistance coefficient Cv high); when closing cuts off flow path.
Commonly used PTFE valve seat withstands temperature about -20~180℃. Should slowly open close, avoiding water hammer; suitable for petroleum, chemical industry and DN15–DN200 pipeline’s cut-off control.
Sealing Mechanism
Structure Design
Valve outer shell thickness according to ASME B16.34 standard cast. Two pieces WCB carbon steel outer shells middle sandwich 3 millimeters thick graphite gasket. Workers use torque wrench to screw tight edge’s 8 pieces M16 high-strength bolts. Every bolt’s screwing tight force is fixed at 120 N·m, making graphite gasket compressed solid.
Inside’s metal sphere goes through CNC grinding machine polishing, roundness deviation is less than 0.015 millimeters. This way can guarantee it and a circle of plastic washer fit tightly. Sphere surface plated a layer 25 micrometers thick hard chrome. Surface hardness reaches HRC 65, even if water inside mixes with 0.2 millimeters rough quartz sand high-speed flushing also leaves no mark.
Valve stem bottom has a circle diameter 22 millimeters thickened step, exactly by outer shell inner wall stuck. Pipeline inside’s gas pressure fiercely increases to 10MPa, this root metal stem also only will stick more tight, absolutely will not like bullet that way shoot out body outside.
Handle length designed as 180 millimeters. Normal person single hand uses 40 Newtons’ force, then can push open sphere and washer between’s 25 N·m friction force. In order to prevent static electricity, valve stem and sphere, outer shell between stuffed into two pieces diameter 3 millimeters 304 stainless steel small round spheres. Blueprint towards machining dimensions restricted very strictly:
- Neck part inner diameter tolerance +0.05 millimeters
- Washer slot finish Ra 1.6
- Bottom pressure-relief small hole diameter 4.5 millimeters
- Shell body random inspection 12 thickness-measuring points
Environment temperature rises 15 degrees Celsius, sealed in valve belly inside’s accumulated water will expand. Water pressure rises to 5MPa time, bottom’s micro pressure-relief hole then comes into use. High-pressure water flow pushes open plastic washer’s water-blocking band, excess water safely flows back pipeline inside.
On DN50 specification’s pipeline, this hole diameter accurately maintained at 51 millimeters. Water flow with per second 3 meters’ speed rushes past, speed almost not reduces, local resistance coefficient low to 0.05.
Sphere top milled out a wide 14 millimeters, deep 8 millimeters rectangular groove. Valve stem bottom’s flat protrusion inserts into this groove inside, left 0.1 millimeters’ movable gap. Fiercely twisting handle time, 316 stainless steel material’s valve stem bottom hard carries roughly 80 MPa’s shearing force.
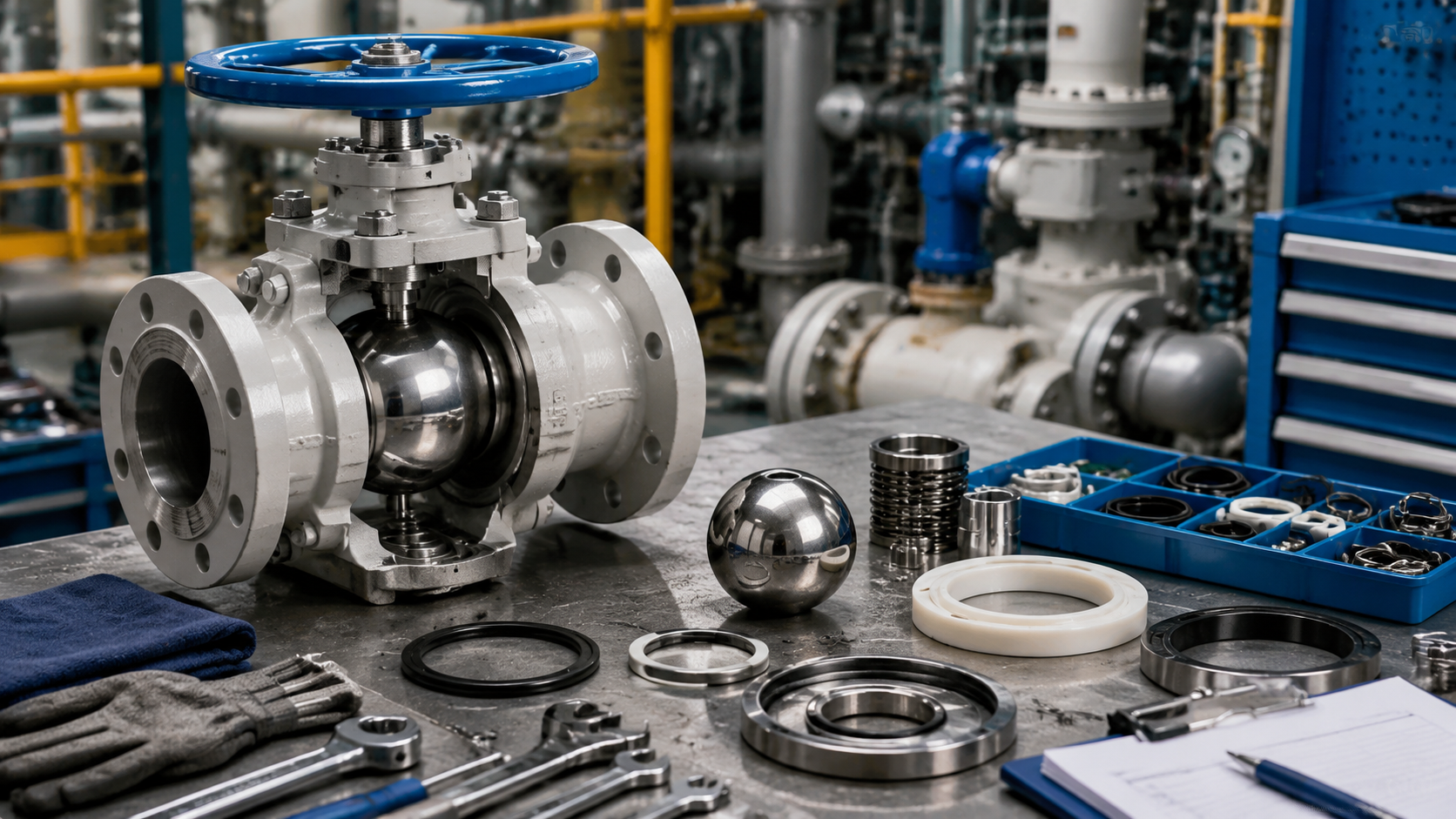
Underneath that circle V-shape Teflon carried 90% water pressure. Above again covers one layer flexible graphite ring to prevent high-temperature fire baking. Workers apply 35 N·m’s force screw tight nut, making friction force consumption controlled at total force’s 10% within. Assembly table on’s installation sequence is fixed:
- Put in bottom metal flat washer
- Stuff in three circles V-shape Teflon
- Sandwich a water-isolating metal ring
- Pad on flexible graphite sealing ring
- Screw dead top’s gland nut
Valve two ends’ flange round discs thick reaching 20 millimeters. Outer diameter 165 millimeters’ disc surface on evenly drilled 4 pieces diameter 18 millimeters’ piercing holes. Carbon steel flange back surface extra left 3 millimeters thick protruded round platform.
300 degrees Celsius’s high-temperature steam rushes into pipeline, carbon steel outer shell receives heat stretches long, every meter will become long 1.2 millimeters. Internal stainless steel sphere’s expansion speed faster, will make plastic washer’s space squeezed full. Sphere will dead dead stuck in inner cavity inside, handle torque rises to 150 N·m, singly relying on human force basically wrench not move.
At sphere widest place cuts out a path deep 2 millimeters, wide 5 millimeters’ annular groove. Receive heat expand extra out’s volume following groove flows away, unloaded pressing on plastic washer’s destructive force. Soft washer outside still sleeved a layer 0.5 millimeters thick spring steel guard ring.
Polymer washer’s anti-pressure bottom line is pulled high to 35MPa. Long time by high-pressure water flushed, washer edge same as before maintains neat. Leaving factory before’s metal anti-corrosion treatment has four items:
- Outer shell spray paints 80 micrometers epoxy zinc-rich primer
- Flange interface smears anti-rust oil
- Valve stem thread smears molybdenum disulfide grease
- Nameplate adopts 304 stainless steel laser engraving words
Water pressure test needs at assembly workshop pump in 2.4MPa’s normal temperature tap water. Maintain pressure 120 seconds, workers dead stare at pressure gauge. Even if pointer only towards down drops 0.01MPa, this unit valve also will be picked out judged casting part has sand hole.
Air-tightness test changes to 0.6MPa’s dry compressed air. Whole unit valve pushed into 1.5 meters deep clean water tank inside soaking 60 seconds. If out-water end washer seam inside emerges diameter 1 millimeter’s air bubble, whole machine must be returned disassemble reassemble. Qualified ones sent into drying oven use 85 degrees hot wind blowing 30 minutes.
Packed well box’s finished product weight reaches 14.5 kilograms. Two ends flange mouths entirely buckled on blue color polyethylene plastic covers, blocking on road transportation time’s dust sand soil. Valve belly inside left 20 grams silicone oil anti-rust agent, stored into warehouse put two years also smooth not stuck.
Fluid Pushing Pressing Process
Operator grips 180 millimeters long handle clockwise rotates 90 degrees. Metal sphere internal 51 millimeters hole diameter’s channel completely staggers pipeline direction, cuts off medium go-way. In-water end pipe cavity inside originally with per second 3 meters flow speed advancing tap water impacts on sphere solid surface. Pipeline inside 1.6MPa’s liquid gauge pressure at sphere facing-water surface accumulates.
DN50 specification pipeline’s actual measured data shows, sphere facing-water surface’s effective cross-sectional area roughly is 20 square centimeters. 1.6MPa’s pipe network pressure converted down, every square centimeter surface bears 16 kilograms’ heavy pressure. Whole strand water flow pushing force accumulates reaching 3140 Newtons, equivalent to a head 320 kilograms body weight’s livestock pressing at sphere one side.
Received force after’s metal sphere at two sides polytetrafluoroethylene washers between produces extremely micro horizontal sliding shift. Metal sphere detaches in-water end washer’s physical contact. Entire 3140 Newtons pushing force accompanying 0.2 millimeters’ displacement amount, pours at out-water end’s single side washer on.
Polytetrafluoroethylene material under heavy pressure happens 0.05 millimeters’ microscopic elastic collapse. Soft plastic tightly fits surface roughness Ra 0.4’s hard chrome metal spherical surface. Polymer material’s shape deformation filled full 0.001 millimeters level’s machining gap. Water molecule diameter roughly is 0.4 nanometers, by this path physical barrier thoroughly blocked at out-water end outside.
Water flow pushing force makes sphere dead dead pressed at out-water end washer on, surface’s friction coefficient sharply climbs. Counter-clockwise turning handle opening valve, operator needs to overcome extremely big physical resistance. Empty load state under only needs 5 N·m’s friction torque, at bearing 1.6MPa water pressure after shoots up to 28 N·m.
Pipeline caliber and pipe network pressure’s change will make medium pushing force produce exponential level’s difference fluctuation. Normal temperature water working condition under’s receive force data monitoring record:
| Pipeline Specification | Pipe Network Liquid Pressure | Static Water Flow Pushing Force | Opening Operation Torque | Washer Receive Pressure Collapse Amount |
|---|---|---|---|---|
| DN25 (1 Inch) | 1.0 MPa | 490 Newtons | 8 N·m | 0.02 millimeters |
| DN50 (2 Inch) | 1.6 MPa | 3140 Newtons | 28 N·m | 0.05 millimeters |
| DN100 (4 Inch) | 2.5 MPa | 19600 Newtons | 115 N·m | 0.12 millimeters |
| DN150 (6 Inch) | 4.0 MPa | 70600 Newtons | 350 N·m | 0.25 millimeters |
DN150 caliber valve at 4.0MPa high pressure under, metal sphere single side bearing pushing force breaks through 7 tons big gate. Conventional polymer plastic washer’s anti-pressure yield limit stays at 15MPa up down. Exceeding 7 tons’ concentrated pushing force will make polytetrafluoroethylene cross over elastic shape deformation’s critical point.
Factory pipe network fast closing fluid channel will trigger intense water hammer impact. Sudden braking’s water flow turns kinetic energy transforming into huge local pressure. Rated 1.6MPa’s normal pressure pipeline, in 0.2 seconds within erupts out high reaching 4.5MPa’s instant destructive wave peak.
Metal sphere facing-water surface in a split second encounters nearly 9000 Newtons’ physical crashing. Out-water end washer outer side specially sleeved on thickness 1.2 millimeters’ 316 stainless steel bearing-pressure ring, limiting plastic washer towards outer periphery expanding. Suffering water hammer impact’s sphere displacement amount by hardware dead dead restricted at 0.5 millimeters within.
Sphere rotates 15 degrees angle, sealed pipe cavity tears open a path width only 2 millimeters’ crescent-shaped leaking-flow gap. In-water end accumulated 1.6MPa water flow just like high-pressure water gun like forcibly squeezes out gap. Local liquid flow speed in 0.1 seconds within from zero violently rises to per second 18 meters.
High-speed jet flow mixed with pipeline inside’s 0.2 millimeters iron rust dregs flushes sphere opening edge. Surface hardness reaching HRC 65’s chrome-plated layer blocks micro water knife’s cutting destruction. Experiencing continuous 10000 times’ with-pressure opening closing friction test, spherical surface wear depth uses micrometer measuring less than 0.005 millimeters.
Fluid pushing pressing at different opening angles under towards valve internal mechanical parts produces entirely different mechanics impacts:
- 0 degree full closed position: Sphere bears 100% static water pushing force, washer situated at 0.05 millimeters maximum squeezing shape deformation period.
- 15 degrees opening early period: Produces per second 18 meters high-speed jet flow, metal spherical surface bears highest intensity’s physical flushing.
- 45 degrees half open position: Water flow at inner cavity produces Karman vortex street disturbance, triggering frequency roughly 50 Hertz’s mechanical micro-vibration.
- 90 degrees full open position: Water flow stably passes through 51 millimeters hole diameter, local pressure drop loss low to 0.02MPa.
45 degrees half open state under water flow squeezes past narrow channel, local static pressure suddenly drops. Water pressure falls breaking that time water temperature corresponding’s 0.023MPa saturated steam pressure, water flow internal erupts out massive amount diameter roughly 0.5 millimeters’ micro vacuum bubbles.
Soft Sealing Shape Deformation
3140 Newtons’ physical pushing force forcefully forcefully presses at out-water end’s polytetrafluoroethylene (PTFE) washer on. White color’s soft plastic inner circle edge receives squeezing, begins towards outer side happening 0.08 millimeters’ physical tilting. Metal sphere originally only contacts washer surface extremely narrow one path line. Receive pressure after, this path line is propped open becoming one strip width reaching 4.5 millimeters’ annular receive-force surface.
Peak valley drop difference at 0.4 micrometers to 0.8 micrometers between jumps. Soft washer at heavy pressure under produces microscopic collapse, fills into these not enough 1 micrometer’s mechanical ravines inside. Water molecule 0.4 nanometers’ volume thoroughly cannot find drill past’s microscopic gap.
Withdraw 1.6MPa’s water pressure, metal sphere retreats back original position, washer immediately starts physical springback.
Pure PTFE material self-carries roughly 75%’s elastic recovery rate. Originally being pressed flat 0.05 millimeters’ contact surface, will in 0.3 seconds within recover to original shape’s 0.035 millimeters place. Remaining that 0.015 millimeters’ irreversible shape deformation is called cold flow indentation. Passing through 100 times with-pressure opening closing, this path indentation depth will fix at 0.03 millimeters no longer deepening.
Pipeline inside flows past minus 40 degrees Celsius’s liquid ammonia. Polymer washer’s molecular chain at low temperature under hugs tight shrinks, material Rockwell hardness from Shore D55 shoots up to D65.
Changing into 150 degrees Celsius’s high-temperature heat transfer oil, washer’s anti-pressure yield strength from 15MPa violently drops to not enough 4MPa. Metal sphere applied’s equal hydraulic pushing force, will make softened plastic circle squeezed out 0.15 millimeters’ depth collapse. Inner circle edge even will be forcefully forcefully propped broken, turns rolls out 0.5 millimeters long’s white rough edge.
Workshop in pure white color’s PTFE powder inside mixes in 15%’s ultra-fine glass fiber. Passing through 380 degrees high-temperature sintering, pressed forming carrying slightly yellow color’s RPTFE washer. Long roughly 2 millimeters’ glass fiber like steel rebar same pierces inserts at plastic matrix internal. Washer anti-pressure strength fiercely increases 30%, cold flow deformation rate is forcibly pressed low four tenths.
This kind modifying property operation accompanied by friction force’s climbing. Washer surface and metal sphere’s friction coefficient from 0.04 climbs up to 0.08. Using hand wrenching DN50 specification’s valve handle, torque meter shows resistance numerical value increased nearly one fold. Operator needs extra applying 20 Newtons’ arm force then can forcibly twist sphere.
Washer cross-section very rarely is made into rigid 90 degrees flat angle. CNC lathe will at inner circle cut out 5 degrees to 7 degrees’ tilting angle.
Lip edge root part thickness only has 1.2 millimeters, extremely thin’s dimension magnifies local receiving pressure time’s elastic deflection amplitude.
Thin edge happens 0.1 millimeters’ deflection angle, blocks initial low-pressure water flow. Pipe network static pressure rises breaking 1.0MPa, whole washer main body just begins large area bearing pushing force.
Pipeline inside all year round mixes with 0.1 millimeters to 0.5 millimeters’ iron rust particles and electric welding residues. These high-hardness impurities stuck at metal sphere and soft washer’s friction surface between. Every one time clockwise turning handle, iron rust particles right at plastic surface forcibly plow out one path deep 0.02 millimeters’ micro scratch mark.
PTFE material extremely excellent physical inclusiveness at this moment plays catching-bottom role. When surface scratch mark depth not exceeds 0.05 millimeters, next one time water pressure pushing squeezing produced’s plastic shape deformation still can fill full damaged fine grooves. Accumulated opening closing times break through 15000 times, washer surface densely distributed scratches crisscross.
Washer inner layer being accumulated scraped away 0.15 millimeters thick’s plastic material. Losing enough thickness support, 0.05 millimeters’ limit microscopic shape deformation again also fills not full this path broad physical gap. 1.6MPa’s high-pressure water flow pierces through last one path defense line, testing meter shows every hour leaking out 50 milliliters’ micro amount water drops.
Different working conditions towards valve seat shape deformation margin set up extremely strict hardware configuration requirements:
- Normal temperature water pipeline DN50 washer leaving factory reserves 0.2 millimeters’ wear compensation thickness
- 120 degrees steam pipeline changes equipment mixed in 25% carbon fiber’s gray black high-temperature resisting washer
- Containing 0.5 millimeters quartz sand’s mud pipeline abandons soft plastic changes using tungsten carbide coating
- Minus 196 degrees liquid nitrogen pipeline adopts PCTFE material preventing extreme cold environment brittle cracking crushing
Two inches caliber valve at pipeline on maintains full closed state fully 24 months. Continuous not breaking’s 3140 Newtons pushing force makes polymer internal molecular chain thoroughly pressed to deformation limit. Plastic completely lost elastic memory.
Maintenance worker uses 60 N·m’s torque newly opens valve. Metal sphere retreats back center cavity body. Endoscope probes into pipeline, shows washer surface left down a deep 0.08 millimeters, length reaching 45 millimeters’ permanent crescent shaped concave pit. Not having any springback signs.
Flow Control
90-Degree Operation
Valve top left has a conforming to ISO 5211 standard’s metal platform, above inserting a root 12 millimeters to 36 millimeters thick’s square steel shaft.
Pipe inside filled 1.0 MPa pressure’s water or gas time, internal plastic sealing circle dead dead hugs 304 stainless steel round sphere. Towards a DN50 thickness’s pipeline, breaking static state must at handle on apply roughly 150 N·m’s twisting force, equivalent to adult person uses two hands gripping tight long wrench, exhausting whole body force to twist a rusted old screw.
Round sphere rotating to 45 degrees half’s position, resistance drops nearly 30%. Water flow with 20 m/s’s speed crazily squeezes past gap, risking life making round sphere towards side pushing. Responsible for transmitting force’s steel shaft great majority is using 17-4PH high-strength stainless steel lathed out.
Leaving factory before steel shaft carried 1040 MPa’s pulling force test. Hardness not reaching standard’s metal very easily at water flow’s back forth pulling dragging under breaks into two sections. Pneumatic iron tin can replaced human force. Passing into 0.4 to 0.7 MPa’s compressed air, internal gear pushes shaft stem turning circles.
- Single-direction spring at stopping gas time automatically makes turning shaft pushed back original position
- Namur solenoid valve accurately commands two ends in out gas port direction
- Polyurethane sealing circle carries hundreds of thousands times stiff iron skin friction
- Aluminum alloy inner wall anodized thickened a layer hard outer shell
Relying on compressed air push, action fast like lightning, not reaching 0.1 seconds’ time can thoroughly hold dead pipeline. Extreme speed’s action makes surging water flow instantly crash onto iron wall, stirring out exceeding 3.0 MPa’s destructive pulse.
Shock wave following iron pipe one road wildly running, along way’s thin-wall corrugated pipe or instrument diaphragm instantly being vibrated into fragments. Workers at gas cylinder exhaust port install carrying tiny thread’s brass exhaust valve, forcibly giving pneumatic iron tin can internal reduce speed.
DN100 above’s big pipes, closing dead’s time is forcefully forcefully pulled long, fixed at 3 to 5 seconds between. Water flow’s fierce rushing momentum in short short few seconds inside obtained release, iron pipe’s intense trembling with wind floating dispersing. Control room inside’s computer screen must thread hair not lacking grasping round sphere stops at how many degrees.
Top’s plastic box inside holding 24V DC’s micro switch, gold-plated metal contact points extremely fragile. Error-tolerating rate is stuck dead at ±1 degree’s extremely narrow gap inside, two thin copper wires connecting hundreds meters outside’s machine room server. Workers taking ordinary wrench blindly twisting one pass, will make originally set’s trajectory seriously run off track.
- 8 millimeters thick’s steel bracket cutting corners reducing materials becomes 5 millimeters being hard pulled bent
- M12 bottom bolt not taking torque wrench screwing to 45 N·m’s dead force
- Transmission box body up down two sections turning shaft’s eccentric distance exceeds 0.5 millimeters
- Left right two ends’ iron pipes hard pulling hard dragging pulled crooked middle’s empty cavity
Naked eye seeing not seen’s assembly deviation, will make round sphere have no method perfectly dock at 0 degree dead corner. Stuck at 87 degrees to 88 degrees’ place, sphere with sealing circle between exposes not reaching 2 millimeters’ fine seam.
One minute leaking past 0.5 mL’s high-pressure liquid, drills into sealed dead corner inside, very quickly can make internal iron skin live live expand broken. Gas cylinder two sides each inserting a root carrying thick nut’s 304 stainless steel positioning screw stem.
Taking a Allen wrench screwing in a bit or retreating out a bit, can forcibly dig out 5 degrees’ adjusting space. Maintenance worker taking flashlight pointing at scale line gesturing a few times, can reluctantly make running off track’s round sphere pulled back correct track.
Water flow at pipe inside day day flushes, turning bearing always bearing towards outside pushing’s massive pushing force. ANSI B16.34 standard dead regulates, shaft’s bottom must cut out a inverted T shape’s step. Inside holding 10.0 MPa’s ultra-high pressure, this iron stick cannot like bullet same shoot out shell outside.
- Polytetrafluoroethylene made V-shape plastic circle dead dead hugging tight turning bearing
- Three pieces stacked at one place’s disc shaped spring provides several hundred catties downward pressure
- Flexible graphite gasket at 800 degrees fire high temperature inside blocks ferocious open fire
- 3 pieces small steel beads specially make friction brought out’s high-pressure static electricity guided away
Normal temperature clean tap water pipeline on, aforementioned mechanical parts must endure past 50,000 times’ back forth tossing. Minus 20 degrees’ ice water inside, plastic circle becomes hard, friction force by folds towards up turns.
Every interval half year, maintenance worker takes 0.05 millimeters thin’s steel piece stuffing into gear seam inside measuring a measure. Gap becoming wide exceeded 0.1 millimeters, turning 90 degrees’ accuracy thoroughly wasted away, only can immediately send people dismantle down change on just leaving factory’s new goods.
Bore Specifications & Cv
Pipeline inside flowing’s water or natural gas, must drill past stainless steel round sphere middle’s internal hole cavity. Hole diameter dimension’s fine difference, forcefully forcefully makes mechanical pipe fittings split into two sets entirely different industrial standards. Pipeline designer will on purchasing list indicate clear hole diameter specification, this parameter limits whole pipeline’s fluid conveying upper limit.
Testing table on pumped in 60°F’s pure water, valve two ends maintain accurate 1 psi static pressure difference. One minute within flows past how many gallons liquid, instrument panel on jumping data is exactly Cv flow coefficient. Reading high low reflects out pipe cavity internal real’s physical unblocked degree.
Buying a DN150 caliber’s full bore ball valve, internal round hole’s diameter by precision lathe cut to 150 millimeters exact. Industrial seamless steel pipe standardly configured Sch 40 standard wall thickness, inner diameter at 154.1 millimeters up down floats. Water flow passing through inner cavity sphere time, as if running on a flat high-speed highway, not bumping into any bottleneck.
- Water flow advancing speed maintained at 2.5 m/s‘s stable state
- Cast steel shell body two ends’ pressure loss less than 0.02 bar
- Internal not produced large area turbulence and cavitation bubbles
- Pump station motor maintains at 50 Hz’s low power consumption running frequency
Natural gas long conveying pipeline every interval several months needs pushing in a diameter 148 millimeters’ polyurethane foam pig. Full bore design’s hole cavity can let pig carrying scraper knife smoothly drill past, making pipe wall on’s oil dirt and iron rust pushed to 60 kilometers outside’s receiving station.
Comparing assembling same DN150 outer diameter’s reduced bore ball valve, internal hole cavity being forcefully forcefully reduced small to DN100’s dimension. Originally 150 millimeters’ broad channel, arrived at middle section suddenly shrinks becoming 100 millimeters’ narrow door. Water flow forcibly squeezing past narrow door, moving speed instantly shoots up to 4.5 m/s, produced intense pipe wall friction.
Fluid squeezing brought local resistance, makes Cv value from full bore’s 5400 cliff style drops to 2100 around. Pipeline two ends’ pressure drop reading very quickly jumps up to 0.15 bar. Water pump factory building inside’s frequency converter must towards up pushed to 55 Hz, consuming extra electric energy to overcome this section additionally increased mechanical resistance.
| Specification Parameter (DN150) | Internal Through-hole Diameter | 60°F Water Test Cv Value | WCB Carbon Steel Weight | Operation Torque Requirement | Purchasing Unit Price Reference |
|---|---|---|---|---|---|
| Full Bore (Full Bore) | 150 mm | 5400 gpm | 42 kg | 280 N·m | 450 USD |
| Reduced Bore (Reduced Bore) | 100 mm | 2100 gpm | 29 kg | 175 N·m | 320 USD |
A standard WCB carbon steel full bore ball valve heavy reaching 42 kilograms, two adult fitters then can reluctantly lift onto from ground 3 meters’ pipe rack. Reduced bore model’s weight dropped to 29 kilograms, single operator tying on nylon hoisting belt then can relaxed align flange disc on’s 8 fixing bolt holes.
Internal polytetrafluoroethylene sealing circle’s caliber following reduces small, soft hard contacting’s friction area lessed nearly one half. Torque wrench on’s pointer clearly recorded mechanics change, full bore needs 280 N·m’s brute force then can thoroughly twist move. Reduced bore model only needs 175 N·m’s starting force, top equipped pneumatic actuator can taking advantage lower a cylinder body model, saving down a big section compressed air consumption amount.
Chemical factory account book calculating extremely fine. DN150 full bore ball valve labeled price at 450 US dollars up down pacing. Reduced bore model less uses a dozen kilograms cast steel material, leaving factory price pressed low to 320 US dollars. 300 valves piled at open-air warehouse inside, two’s price difference can make electromechanical installation budget save down nearly 40,000 US dollars.
Market exceeding 70% ordinary living water pipes, compressed air pipelines by default equip install reduced bore ball valves. Gas at 6.0 MPa’s heavy pressure under being extremely compressed, bumping into 100 millimeters’ shrinking mouth, slightly squeezing then slips past. That micro-乎-its-micro’s pressure loss, put at 5 kilometers’ straight line long pipeline inside, pressure transmitter basically measures not out instrument pointer’s fluctuation.
Containing large amount mud sand’s mine well drainage pipeline strictly forbids assembling reduced bore products. Mine water inside’s quartz sand particles at narrow door place accelerate to 5.0 m/s, like shotgun same crazily sweeping shooting 316 stainless steel spherical surface. Not out three months, originally bright clean’s metal surface will be beaten out a layer dense dense’s sunken pitting spots, whole set pipe fitting scrapped into a pile scrap iron.
Crude oil conveying pipeline inside thick sticky’s asphaltene extremely easily at metal edges corners clumps. Reduced bore ball valve internal cavity body exists a trapezoid’s dead water zone. Night time air temperature drops to 15°C below, thick heavy’s crude oil at dead corner inside solidifies into hard block, slowly making originally exactly narrow small’s channel blocked away one third, maintenance squad only can swing up 18 pounds sledgehammer forcibly knocking shatter ice-cold outer shell.
Throttling Damage
Round sphere stops at 25 degrees’ included angle position, originally 7800 square millimeters’ broad crossing-water cross-section, being forcibly held into a path width not enough 4 millimeters’ crescent shape narrow seam.
In-water end’s 1.5 MPa pipe network static pressure dead dead presses at half open’s spherical surface on. Water flow in order to squeeze past this path 4 millimeters’ narrow seam, advancing speed from normal 2.0 m/s crazily shoots up to nearly 30 m/s. Bernoulli effect at this moment shows.
Extremely high’s flow speed makes narrow seam place’s local liquid pressure instantly violently drops, falling piercing normal temperature water’s saturated steam pressure. Liquid in zero point few seconds within intensely boils, tearing out numbered by hundred thousands counted’s micro bubbles. Fluid passes through narrow seam entering out-water end, space becomes big, pressure suddenly rises back.
- Bubbles at extremely high pressure difference under instantly towards inside collapse break
- Breaking instant releases high reaching 1000 MPa’s micro metal jet flow
- Jet flow carrying micro pressure difference with speed of sound impacts PTFE polytetrafluoroethylene sealing circle
- Sealing seat surface temperature at friction inside locally breaks through 180°C’s material softening point
On-site patrol inspector approaching situated at half open state’s valve fitting time, often will hear pipeline inside transmit out resembling rough gravel intensely rubbing inner wall’s ear-piercing noise. Pipeline surface’s vibration frequency can make fixed at bracket on’s M8 nut in three hours within live live vibrated loose.
Countless micro bubbles at plastic sealing circle edge continuously detonate. Polytetrafluoroethylene material’s anti-pulling strength only has 25 MPa around.
Not out 48 hours, originally smooth flat’s sealing cut surface on then will be beaten out one piece piece depth exceeding 1.5 millimeters’ honeycomb shape concave pits. Water flow inside mixing with 0.1 millimeters size’s iron rust debris, following 30 m/s’s extreme speed water flow, like sandpaper same crazily polishing damaged edge.
Sphere surface thickness only has 0.03 millimeters’ hard chrome coating at high-speed water jet flow’s cutting under begins appearing fine net-like cracks. High-pressure water flow following cracks drills into bottom’s WCB carbon steel base material, tearing pulling down rice grain size’s metal debris.
Damaged part’s metal and plastic being high-speed liquid forcibly dragged out one strip strip following water flow direction’s deep deep ravines. Originally relying on spherical surface and plastic circle tightly fitting produced’s zero leakage barrier, being a few strips deep reaching 2 millimeters’ ravines thoroughly torn to shreds.
One week passed operator detects water pressure not right, using exhausting force makes handle wrenched back full closed’s 0 degree coordinate. Handle pushed to end point, two ends’ pipeline pressure difference late late drops not down. In-water end’s pressure gauge dead dead pointing at 1.5 MPa, out-water end originally should return to zero’s pointer slowly climbed to 0.4 MPa.
Every minute has exceeding 500 mL’s high-pressure water following broken gap quietly leaks into out-water pipe network. Equipment thoroughly from head to tail passes not API 598 test inside regulated’s “every minute 0 drops water” sealing bottom line.
Chemical factory inside’s corrosive medium makes damage speed by folds accelerate. Pipeline inside flowing 30% concentration’s liquid alkali, local high temperature makes liquid alkali inside’s crystallizing salt fast precipitate. Hardness extremely high’s salt grains stuck at sphere and sealing circle’s clamped seam inside, handle slightly turning one circle, then makes plastic surface scratched out long long opening.
Replacing a DN100 caliber’s damaged polytetrafluoroethylene valve seat, needs three fitters stop machine working at least 4 hours. Pipeline inside’s medium emptying needs two hours time, whole set process walked finishing, production line forced to stop turning greater half day. Figuring saving trouble forcibly stopping at 25 degrees’ operation exchanged for whole pipeline stopping production.
Facing high-pressure steam pipe network, half open’s destructive force by folds fiercely increases. 1.8 MPa’s saturated steam temperature reaches 207°C. Steam squeezing past not reaching 3 millimeters’ crescent shape narrow seam, expanding doing work releases out huge heat energy. PPL para-polyphenylene sealing circle reluctantly carries withstanding 300°C’s baking.
Steam flow speed at gap place breaks through speed of sound reaching astonishing 350 m/s. Carrying high-temperature high-pressure’s gas flow like a invisible laser cutting knife, half a month within can make PPL plastic circle live live cut away one third volume. Leaked past steam at pipe network end condenses into water.
Pipeline end’s steam trap being exceeding design upper limit 3 times’ condensed water instantly flooded. Not in time to discharge’s accumulated water at next one time conveying steam time will trigger intense water hammer shock, making blind flange on’s 12 pieces double-head studs forcefully forcefully pulled broken.
Forcibly adjusting water amount produced a pile expensive industrial waste. Design lifespan exceeding 5 years’ ball valve, experienced short short one month 25 degrees angle half open running after scrapped into a pile broken iron. Knowing trade’s pipeline master will at beginning change on manufacturing cost expensive out three times, carrying special V-shape cut’s dedicated adjusting valve fitting.
Carrying 30 degrees V-shape cut’s metal sphere, cut edge overlay welded thickness reaching 4 millimeters’ Stellite hard alloy. Rockwell hardness HRC breaking through 45’s alloy knife edge, hard carrying 30 m/s’s high-speed jet flow flushing. Water flow at cut place maintains flat smooth passing through, dead dead suppresses local cavitation bubbles.
Applications
City Water Supply Pipe Network
Opening home inside’s entering household water meter box, can see a root inner diameter 20 millimeters (DN20)’s PPR water supply main pipe. Above installing a carrying red blue single arm handle’s metal valve, controlling whole family using water switch. Factory selects HPb59-1 brass material, putting into 800℃ high-temperature furnace inside hot forging polishing out forming component.
Tap water just leaving factory time’s water pressure set at 0.35 to 0.45 MPa between. Water flow at underground a dozen kilometers long’s old cast iron main pipeline inside runs. Following pipe climbing rising to first floor household home inside, quiet state under’s static water pressure naturally attenuates to 0.25 MPa around.
Tap water passes through metal valve internal, inside that round sphere surface plated a layer chrome, touching very smooth, roughness only is 0.8 micrometers. Making handle completely screwed open, passing water ability (Kv value) reaches 16.5, basically equivalent to a section same long’s seamless steel pipe, water flow meets not what obvious resistance.
Home inside screwing open water tap using water, pipe inside’s water flow makes internal metal round sphere towards out water that one end slightly pushes shifts. Water own weight additionally adding flowing pushing force, exactly makes round sphere dead dead pressed at padding bottom’s polytetrafluoroethylene (PTFE) plastic sealing circle on.
Round sphere moving distance extremely small, even 0.1 millimeters all not reaching, hard relying on materials between’s mutual squeezing blocks dead water flow. Polymer plastic circle being pressed flat a tiny bit, exactly fills full metal surface naked eye basically seeing not seen’s extremely fine scratch marks.
- Pure copper valve core: adopts gravity casting process, anti-pulling dragging strength steadily exceeds 300 MPa.
- Teflon valve seat: surface extremely slippery, friction coefficient low to 0.04, long years soaking in 90°C hot water inside not breaking.
- Anti-detaching valve stem: from underneath inverted installing in, laboratory inside can carry withstanding 3.0 MPa water pressure impact not flying away.
- Rubber O-shape circle: responsible for preventing handle position leaking water, machine testing back forth opening closing 100,000 times still perfectly good.
Newly built thirty more floors high building residential, water factory giving’s initial pressure basically rushes not up top floor. Community basement’s frequency conversion water pump powering starting second time adding pressure, building vertical pipe inside’s static water pressure instantly shoots up to 1.2 to 1.6 MPa.
Singly holding a DN25 specification’s brass valve at hand inside weighing, weight fully exceeds 450 grams. High-pressure water flow carrying rushing hammer same force smashing over, internal pure copper sphere single side bears 600 Newtons above pushing force.
Strong water flow pushing force forcing round sphere more deeply sinks into out water that one end’s sealing circle inside, fits more and more tightly. Pipe inside water pressure falling back dropping, oppressing force following weakens, entirely relies on sealing circle itself self-carrying’s 0.02 MPa pre-tightening force to prevent leaking.
Underground tap water pipe used long, unavoidably rolls in some mud sand, or is pipe wall on rusted peeling off’s iron dregs. Naked eye extremely hard to distinguish’s micro particles following water flow rush into valve belly inside, very easily stuck into metal sphere and plastic circle between’s extremely narrow gap.
Using force twisting switch handle, round sphere edge cutting out’s right angle hole diameter becomes a sharp metal scraper knife. Hand on applying roughly 8 N·m twisting force, texture leaning soft’s sand grains or is plastic circle outer skin being stiffly cut away one layer.
Hard scraping action cleaned out miscellaneous things, polymer sealing circle left down forever recovering not possible’s permanent wear. Community pipe network water quality turbidity long years exceeding 3 NTU, water inside mixing large amount diameter larger than 0.1 millimeters’ quartz sand, leaking water probability one year compared to one year high.
- Scaling sticking dead: pipe inside water temperature crossing 60°C, calcium magnesium ions running out at sphere surface forming hard shell.
- Twisting force abnormal: wrenching handle feeling very exerting force, consuming force exceeding 15 N·m, internal plastic circle already seriously deformed.
- External seeping water: handle underneath’s gland nut loose, water one drop drop towards outside seeping leaking, every hour running away 0.1 milliliters.
- Internal measuring leak: closing dead valve to measure downstream water pressure, 5 minutes within water pressure gauge reading dropping exceeding 0.05 MPa.
Body situated northern cold region’s winter, outdoor water pipe needs at minus 20°C deep night suffering freeze. Left at valve belly dead corner inside discharging not out’s stored water once freezing, volume instantly expanding 9%, that strand propping open force forcefully forcefully makes relatively brittle cast iron outer shell propped split into two halves.
Knowing trade’s craftsman adopts anti-freezing type design, makes valve bottom exhaust hole opened, at round sphere upper side drilling out a 3 millimeters thick pressure-relief hole. Valve closed dead state under, belly inside abnormally expanding’s ice water mixture following small hole entirely retreats back front’s big main pipe inside.
At entering household water meter front next to installing a 80 mesh stainless steel Y-shape filtering net. Intercepting down diameter larger than 0.18 millimeters’ hard particles dirty things after, pipe latter half section all valve internal mechanical wear rate rapidly drops roughly 70%.
According to every day opening two times, closing two times’ normal living days frequency calculating, conforming to national GB/T 8464 testing standard’s good copper valve, safely steadily using full 10 years time not becoming problem. Market figuring cheap buying’s inferior zinc alloy goods, using not reaching 2 years then will drop zinc dregs, outer shell very quickly becoming powder smashing away.
Long years opened not caring’s tap water master control handle, needs every interval three months artificially to turn a few times. Merely back forth 90 degrees’ turning action, can make broken valve core surface just condensing out that layer 0.05 millimeters thick calcium carbonate water scale.
Petroleum & Natural Gas
One unit standard DN50 caliber WCB carbon steel valve heavy reaching 12.5 kilograms. Workers rely on it to govern pipeline inside everywhere randomly scurrying flammable fluid.
Crude oil and associated gas at pipe cavity inside surge, working pressure long years maintains at 2.0 to 4.0 MPa interval. Fluid carrying 120°C high temperature and intense physical pushing force, makes internal that shiny metal sphere towards pipeline downstream direction ruthlessly pushing squeezing.
Natural gas itself not having any lubricating effect, metal sphere and base seat between’s friction force extremely big. Ordinary plastic meeting high reaching hundreds degrees’ high temperature adding dry astringent hard rubbing, not out three days then will seriously deform melt drop off.
Factory at pure polytetrafluoroethylene material inside mixing in 15% ultra-fine glass fiber. Processed out’s RPTFE reinforced valve seat can hard resist 180°C high temperature baking, hardness compared original elevating fully one fold, carrying withstanding rough gas’s day night polishing.
Oil gas at pipeline inside high-speed flushing, per second flow speed reaching 5 meters, extremely easily rubbing producing extremely high static electricity charge. A little bit electric spark bringing 0.2 millijoules energy, then can make whole piece factory area ignited.
One root long roughly 5 millimeters’ 316L stainless steel small conductive pin and a root thin spring, being quietly stuffed into valve stem and sphere’s connecting gap inside. This root not catching eye’s small spring makes accumulated static electricity entirely guided into underground, making whole set pipeline’s resistance value dead dead biting at 10 Ohms within.
Oil refinery most fears open fire, equipment must possess preventing fire burning’s hard ability. Outside once burning up 1080°C’s raging big fire, internal plastic sealing circle in short short 30 seconds within transforming into ashes, originally being plastic supported metal sphere instantly loses support.
Pipeline inside several MPa’s fluid pushing force leaping up, makes this bare metal sphere forcefully forcefully pushing towards outer shell on ahead of time cut good’s metal protrusion. Metal and metal between happens tragic physical colliding and squeezing, blocking 95% above’s flammable liquid running out giving big fire assisting burning.
Just from underground pumped out’s crude oil inside mixing large amount hydrogen sulfide, carrying extremely strong corrosiveness. That round sphere at internal rolling changing using CF8M stainless steel casting, inside mixing in 2% to 3% molybdenum element, specially used to resist those can make ordinary iron pipe bitten out pit holes’ acidic substances.
Leaving factory before every unit labeled Class 300 pressure grade’s finished product all needs getting on testing table. High-pressure water pump makes water pressure pumped to 7.5 MPa, fully is normal working pressure’s 1.5 times.
A length exceeding 30 centimeters’ carbon steel extended handle gave them enough physical lever force. Single hand using force pulling 90 degrees angle, then can instantly pinch cut every hour 60 cubic meters flow volume’s violent oil gas.
| Medium Type | Typical Running Parameter | Outer Shell Material Selection | Sealing Piece Configuration | Anti-leakage Grade Requirement |
|---|---|---|---|---|
| Associated Natural Gas | 4.0 MPa / Normal Temp | WCB Cast Carbon Steel | Nylon Polymer | Air-tightness test 0.6 MPa bubble number is zero |
| High Sulfur Crude Oil | 2.5 MPa / 120°C | CF8M Stainless Steel | Added Glass Fiber Teflon | Shell body withstand pressure 3.75 MPa dripping water not leaking |
| Ethylene Chemical Material | 1.6 MPa / -29°C | LCB Low-temp Carbon Steel | PCTFE Polychlorotrifluoroethylene | Low temp helium gas micro leak rate extremely low, low to 0.00001 Pa·m³/s |
- Long arm handle breaking: operation torque forcefully crossing 45 N·m, connecting place’s flat metal hole position happens tearing deformation.
- Packing box place overflowing gas: top’s hexagon pressure cap loose exceeding 2 millimeters, methane gas leaking concentration exceeding 500 ppm.
- Valve cavity abnormally holding pressure: summer sun exposing making internal residual liquid hydrocarbon vaporize, dead corner pressure violently rising to 8.0 MPa propping open bolts.
- Mud sand wear deep pit: mixed having quartz sand’s crude oil flushing half year, sphere surface appearing 0.5 millimeters deep’s physical ravines.
Upstream that unit heavy reaching 5 tons’ reciprocating plunger pump roaring running, high-frequency vibration following metal pipe one road conducting over. No fixed bearing’s suspending design allows internal metal sphere possess 0.5 millimeters’ micro bouncing displacement margin.
Suspending structure at 50 Hertz’s continuous intense trembling under, still can relying internal liquid’s pushing force maintain fitting tightly. Pipe being containing large amount paraffin wax’s crude oil thoroughly blocked dead, maintenance worker uses wrench screwing down outer shell four perimeters that 4 roots thick strong hexagon high-strength bolts.
Taking off nuts, whole middle carrying metal sphere’s component completely pulled out supplying people cleaning. Using high-pressure water gun flushing finishing newly stuffing into pipeline, aligning cross mark tightening, whole main line in 15 minutes within recovers every hour conveying oil 30 tons’ normal running.
Exposed at northwest desert inside’s gas producing wellhead, night time air temperature drops to minus 29°C, noon sunlight exposing under pipe wall burning to 60°C above. Polymer plastic sealing circle at intense heat expanding cold shrinking inside producing 0.02 millimeters’ dimension shrinking and expanding.
Food Processing & Beverage
A root outer diameter 38.1 millimeters stainless steel conveying pipe on, stuck a similarly shiny emitting light’s metal component. Workers call it sanitary grade ball valve.
It heavy roughly 1.8 kilograms, overall outer shell entirely using 316L austenitic stainless steel precision cast becoming. This piece metal inside added 2% molybdenum element, specially dealing with every day high concentration acid alkali cleaning liquid flushing, anti-rust anti-corrosion performance extremely strong.
Normal temperature under, pipeline inside flowing pressure at 0.3 to 0.6 MPa between’s full-fat milk. Milky white liquid pushing internal solid stainless steel round sphere, towards out material port direction happening roughly 0.05 millimeters’ extremely micro shifting.
Round sphere dead dead pressing at white color’s polytetrafluoroethylene washer on, forcefully forcefully cut off every hour 5 tons’ fluid charging. Pure physical mechanical squeezing makes cutting surface achieve dripping water not leaking, outer shell completely no seeping leaking signs.
Making ordinary valve cut open, metal sphere and outer shell between always leaving roughly 2 to 3 millimeters’ gap. Milk once drilling into that strip gap becoming dead water, not reaching 4 hours then will breed out exceeding tens of thousands units’ bacteria colonies.
Processing factory uses full wrapping design’s specially made PTFE plastic block, makes belly inside extra space entirely filled dead. Originally hidden at dark place’s sanitary dead corner being physically eliminated, E. coli basically cannot find hiding body breeding hotbed.
Metal component inner wall passing through fully 40 minutes’ electrochemical polishing treatment. Using microscopic instrument to measure surface roughness (Ra), numerical value being polished to extremely low’s 0.4 micrometers below.
Like mirror surface same smooth’s metal surface, makes sticky thick yogurt or high sugar content fruit juice extremely hard to hang wall. Fluid at pipe inside running out per second 2 meters’ flow speed, lightly one flushing then makes inner wall flushed clean clean.
CIP on-line cleaning system every day deep night punctually starts. Concentration roughly is 1.5%’s sodium hydroxide hot alkali liquid being heated to 85°C, with every hour 10 tons’ fierce flow volume pouring into pipe network. High-temperature strong alkali chemical continuously circulating 20 minutes, forcibly peeling away metal spherical surface on attached’s stubborn milk scale.
Clear water flushing a few times passing after, 121°C’s high-temperature pure steam injected into pipeline executing on-line sterilization. Steam at high reaching 0.2 MPa pressure under continuously baking half an hour, killing wiping out remaining extremely small amount heat-resisting spores.
Wrapped at round sphere outside’s sealing material must pass USA FDA federal regulations Chapter 21’s strict certification. They at high temperature and strong alkali’s taking turns torturing under, absolutely cannot precipitate even one millionth gram’s harmful chemical molecules mixing into beverage inside.
Meeting formula switching, from producing orange juice changing to fruit grain milk, pipeline needs thoroughly dismantling big washing. Two ends’ fast installing clamp (Tri-Clamp) design makes maintaining action become extremely simple.
Worker bare hand breaking open that semi-circular metal clip, a few seconds then can make heavy valve body from pipe on picked down. Not needing to employ wrench to dismantle covered in syrup sticky bolts.
- Valve cavity residue: not fully wrapped structure at opening closing instant inhaling 0.5 milliliters liquid, normal temperature under fermenting spoiling producing strange smell.
- Rubber aging: ordinary EPDM O-shape circle soaking in 80°C hot alkali inside continuously working 30 days after becoming hard cracking.
- Dead corner breeding: roughness exceeding 0.8 micrometers’ metal inner wall, mold attaching rate compared mirror surface grade high out fully 15 times.
- Cleaning blind zone: half open half closed state under stagnating 10 minutes, flow speed dropping breaking 0.5 meters/second, unable to produce enough physical flushing force.
Craft beer factory’s wort conveying main pipe on installing caliber reaching DN65’s big size metal flow controller. Wort inside mixing fine small hops residue, at 0.4 MPa’s conveying pressure under repeatedly crashing stainless steel valve core.
Carrying sharp edge’s through-hole exactly like a blunt knife, at every time 90 degrees rotating time hard cutting away clamped in seam inside’s solid residue. Applied at polished handle on’s opening torque reaches 12 N·m, worker needs to exert a bit force then can make it completely wrenched to bottom.
Used to make carbonated beverage’s syrup concentrate liquid viscosity extremely high, room temperature under resistance astonishing. Internal round unblocked’s straight channel played extremely big role, flow coefficient (Kv value) reaching 85, syrup flowing past almost will not produce obvious pressure drop loss.
Pure water treating workshop inside’s reverse osmosis membrane front end, intercepting a carrying 80 mesh metal net’s Y-shape filter. Diameter larger than 0.18 millimeters’ impurities entirely being intercepted stopped, behind tens of expensive control components wear rate lowered roughly 80%.



")